
DB-JD103 �ݗUʽ���䉺�s�C���b��Ӗ�b�� ���ָ����
��һ�� ����ʽ���s�C�IJ��b


���ʈD
һ����ж�r��ע�����헣�
1.�C����жǰ��횜ʂ�ð��֡����ù������͵Ȝʂ乤����
2.�C����ж�rҪ�в��E�M�У�һ�㑪�Ȳ���������������ȣ����ϵ��£��д�����M�С�
3.��ж������˨����ĸ�r����ʹ�Ì��ð��֣���ж�����ͻ����B�U�M���r����ʹ�Ì��ù��ߣ�
4.�������������Ҫ������ϵľ�̖����o��̖�������о�̖�������ط��õ�����֧�ܻ����_�ϣ��в��Ɂy�сy�ţ���������������ēp����
5.���ڹ̶�λ�ò��ɸ�׃�������������������b��ӛ̖�������b�e��
6.���µ����Ҫ���Ʊ��棬��С�������ϴ�����b����ԭ������������Gʧ����ע���ֹ�㲿���P�g��
7.�����µ�ˮ�ܡ��ܡ����ܵȣ���ϴ��Ҫ��ľ���l��ס�ڣ���ֹ�M���������ϴ���������ò��w�ã��Է�ֹ�������׃�K��Ӱ��b���|����
8.����ж����㲿�����M�bǰ��횏ص���ϴ�������S�p�ĽY���档
��������ʽ���䉺�s�C��ж�����Ͳ��E
�����ʽ���䉺�s�C�IJ�ж��ˇ�mȻ�������ƣ������ڽY����ͬ�����Բ�ж�IJ��E��Ҫ��Ҳ���в�ͬ������������s�C�����c��ӆ��ͬ�IJ�ж��������������]���䉺�s�C�����f���@�N��͵����䉺�s�C��ж�����Ͳ��E��
1. ������w�c�����y��

2. ����S����w�����w����

3. ������B�U������
4.��ж�����ף�
5.��ж�d�C����
6.��ж���V�������ͱò�����
7.��ж����ͨ�y�ʹ֞V������
8.������^�V����
9.��ж�S����
10.���S�ⲿ����
11.����S������
12.�����S��
13.��ǰ�S��������
�����ׂ������IJ�ж
1.�������y�M��

�yƬ

�yƬ���o

2.������B�U�M��

����
������h�����N������
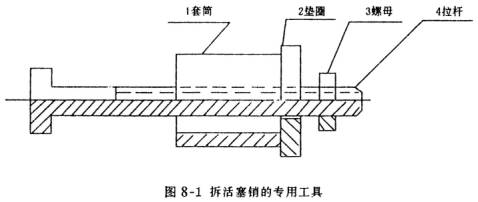
(1)�ÃɉK���l���ڭh���i���ϣ�������ס���l���p�p����U�����ѭhȡ����Ҋ�D8-1��
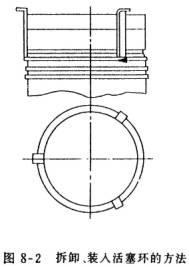
(2)��3��0.8-1mm��10mm�����FƬ�|�ڭh���g�����ڭh����ȡ����Ҋ�D8-2��
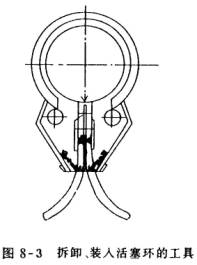
(3) �Ì��ù��߲�����h��Ҋ�D8-3��
3.������ͨ�y��
�ġ������ĽM�b
1.�����B�U�����ĽM�b��
(1) �B�U�^�r���b��
(2)�����N�c�B�U�^���b��
(3)�����h���b��
2.�ͱò����ĽM�b(ָ���D���ͱ�)��
(1)��������|��(���Ͱ�)���b��ƫ��Ͳ��
(2)�b�σȡ����D�ӡ�
(3)�b�ϱõĶ��w��Ҫ���Ǿ���Q�o�ݽz���������D�ӱ��S�����D���`����ˡ�
3.���y�����ĽM�b��
(1)���y��������һ���p�đ�ȫ���Q�µġ�
(2)�z���y�w���yƬ���̃ɂ��Пoë�̣�����ë�̑��ü���������
��3���b�y�w���yƬ�����y����M16�ݽz�B�ӣ�ע���yƬ��������
(4)�b���y����ѿо�ݽz��
(5)�b������ݽz��ԇ��yƬ��̎�������л���Ƿ��`�
4.��ͨ�y�����M�b��
(1)�b��r��ע�ⶨλ��
(2)��λ����ݽzҪ�bƽ����
�塢�C�����b
�������ѽ��M�b�õIJ�������b��C�w��
���b����ע��Ć��}���£�
1.ǰ�S������
2.���S��
3.���S������
4.�ܷ�����
5.�S����
6.�ͱã�
7.�V������
8.��ͨ�y��
9.ж�d�b�ã�
10�������ף�
11.�����B�U�M��
12.�����y�c���w���ɣ�
13.�����w��
����b�����S����w���������w�ϵ�С������������©�������S����͡�
�������s�C��Ҫ��������g϶
ϵ�����䉺�s�C��Ҫ��������g϶
��8—1 ϵ�����䉺�s�C��Ҫ��������g϶�� ��λ������
|
�� ̖ |
��ϲ�λ | �g϶(+)���^ӯ(-) | ||||
| 70ϵ�� | 100ϵ�� | 125ϵ�� | 170ϵ�� | |||
| 1 |
������ �c���� |
�h�� | +6.12~+0.20 | +0.33~+0.43 | +0.35~+0.47 | +0.37~+0.49 |
| ȹ�� | +0.15~+0.21 | +0.20~+0.29 | +0.28~+0.36 | |||
| 2 | ������ֹ�c�g϶(ֱ����϶) | +0.6~+1.2 | +0.7~+1.3 | +0.9~+1.3 | +0.28~+0.36 | |
| 3 | �����yƬ�_���� | 1.2 | 1.2 | 2.4~2.6 | 2.5 | |
| 4 | �����yƬ�_���� | 1 | 1.1 | 1.4~1.6 1 | 1.5 | |
| 5 | �����h�i���g϶ | +0.28~+0.48 | +0.3~+0.5 | +0.5~+0.65 | +0.7~+1.1 | |
| 6 | �����h�c�h���S���g϶ | +0.02~+0.06 | +0.038~+0.055 | +0.05~+0.095 | +0.05~+0.09 | |
| 7 | �B�U�^�r���c�����N��� | +0.02~+0.035 | +0.03~+0.062 | +0.035~+0.061 | +0.043~+0.073 | |
| 8 | �����N�c�N���� | -0.015~+0.017 | -0.015~+0.017 | -0.015~+0.16 | -0.018~+0.018 | |
| 9 | �B�U���^�S���c�����N��� | +0.04~+0.06 | +0.03~+0.12 | +0.08~+0.175 | +0.05~+0.15 | |
| 10 |
�B�U���^�����c �����N�S���g϶ |
6�� +0.3~+0.6 |
6�� +0.3~+0.6 |
4�� +0.3~+0.6 |
6�� +0.6~+0.88 |
|
|
8�� +0.4~+0.7 |
8�� +0.42~+0.79 |
6�� +0.6~++0.86 |
8�� +0.8~+1.12 |
|||
|
�� |
�� |
8�� +0.8~+1 |
�� |
|||
| 11 | ���S�i�c���S�Џ����g϶ | +0.03~+0.10 | +0.06~+0.11 | +0.08~+0.148 | +0.10~+0.162 | |
| 12 | ���S�c���S���S���g϶ | +0.6~+0.9 | +0.6~+1.00 | +0.8~+2.0 | +1.0~+2.5 | |
| 13 |
�ͱ��g϶ |
�� |
�� |
����+0.04~+0.12 ���� +0.04~+0.12 |
���� +0.02~+0.12 ���� +0.08~+0.12 |
|
| 14 | ж�d�b���ͻ����h�i�� | �� | �� | +0.2~+0.3 | �� | |
ע: 1. “��”��ʾ���g϶; “-”��ʾ���^ӯ��
2. ���ߴ�����x�����g��ֵ��
�ߡ����s�C��Ҫ��λ�ߴ缰ƫ��Ĝy������Ҋ��8-2
��8-2 ���s�C��Ҫ��λ�ߴ缰ƫ��Ĝy������
| �Ŀ | ���gҪ�� | �y������ | �� ע | ||||||||||||
|
�����c�� ��֮�g�� �g϶ |
�����g϶�s����ֱ��1/1000~2/1000,�X�����ĸ��D�ى��s�C�����^���g϶ |
�����ߜy�������c���ֱ�����g϶���Ě�����ϡ��С���������λ�y�� | �g϶̫С�������Ħ�����g϶̫��t©�������ӡ�����Ч�ʽ��ͣ���ʹ�Cе�\���Ǯa��ײ�� | ||||||||||||
|
���� ĥ�p |
����ĥ�p�_����ֱ����1/200�r������M��������ĥ�p��1/150 �r������M�����������ױں��ĥ�p1/10�r��ø��Q��1/8�r��횸��Q |
�Ãȏ�ǧ�ֱ�(���� ��)�y�����׃ȱڵ�ĥ�p��r |
���M���M�ף��t�M��ʣ�¸ױں�ȑ��Ï��șz� | ||||||||||||
|
���� ��ֱ �� |
��S���ľ����S�Aб�ȣ�ÿ1m�L�Ȳ��ó��^0.15mm����A б�����c�S�ăAб����һ�������c�������ľ��Aб�ȣ����ô��� �����c����֮�g�g϶��һ�� |
�Üy�N�̓ȏ�ǧ�ֳߣ����Ҝ�����������c�����������в��c�²���ÿ��90°ƽ��y�����ױڣ����ɵó����Ĵ�ֱ�� |
���׃Aб�^�ȕr�������c����Ħ������������������ë |
||||||||||||
| �����N���ľ������S�N���ľ��c���S���ľ�֮�g��ƽ�ж��ʲ� |
�����N���ľ��c�����N���ľ���ƽ�жȣ�ÿ1m�N���L���`�� ���ó��^ 0.3mm�����N���ľ��c���S���ľ���ƽ�жȣ�ÿ1m�L�� ���`��ó��^0.2mm |
||||||||||||||
|
���S ˮƽ �� |
ÿ1m�L�ȵăAб�Ȳ��ó��^0.2mm |
�÷�ˮƽ�x�������S�����ܷ����S�i�y���������S�Ȓ��U����������ǧ�ֳߜy�� | |||||||||||||
|
���S �i�c ���� �N�� �E�A �� |
���S�i�ęE�A�Ȟ�1/1500�r������M����������1/1250�r������� ���S�N�ęE�A�Ȟ�1/1250�r������M����������1/1000 �r������� �A�F�Ȳ��ó��^�E�A�ȵ�0.5�� �S�i�����܇������ĥ����ֱ�����S�pС3%�����^�˔�������Q |
�� �⏽ǧ �ֳߜy ���S�� ��ĥ�p ��r |
�S�i���ЙE�A�ȣ��t�S���D���������S�����ľ�λ��׃�Ӷ��a���S�ď�����[�����H�Ɖ��˙C�������ķ����ԣ�����ʹ���S�м���ĥ�p | ||||||||||||
|
���S�к� �B�U�S�r �ď����g ϶�c�S�� �g϶ |
���S�е��²��c�S�i120°���ǃȣ������|���]���g϶�� �B�U�S�е��ϲ�ͬ�S�i100°���ǃ����o�g϶�� |
���S�еď����g ϶�����S�е� �S���g϶���� ���ߜy�� |
�S���g϶�^���͉��������γɣ��\�D�r�C������ӺͲ������ | ||||||||||||
|
���� �E�A �� |
�»����ęE�A�Ȳ��ó��^��ֱ���ģ�/500������Ļ�����������Sĥ�p�E�A�ȼs��1/1000~1.5/1000 | ���⏽ǧ�ֳ�ǧ�ֱ��b�ڌ���֧���ϣ��y������ĥ�p��r | |||||||||||||
|
�����N�� �B�UС�^ �r�ď� ���g϶ |
|
�� ���ߜy ������ �g϶ |
|||||||||||||
|
�����N�� �E�A �� |
�����N�ęE�A�����N��ֱ����1/1200�ԃ� |
���⏽ǧ�ֳߜy �������Nĥ�p ��r |
�����N���r�׃Ƚ��|�����|��ǶȞ�60°~70° | ||||||||||||
|
���� �h�� �g϶ |
�����h���g϶�c�h�۸߶�֮�g�������g϶0.05~0.08mm,�糬�^0.15~0.2mm�r�����Q���h�۵�������ȱȭh�Č��ȴ�0.3~0.5mm. �����h�Ĵ�ڼs��hֱ��5/1000����ڵĘO���g϶���ó��^�����hֱ����15/1000 �»����h�c��Ľ��|������С�ڻ����h�A��2/3,�������A�܃ȣ������g϶�����ڃ�̎�������x��ڴ���30°,ÿ̎�����g϶�Ļ��S������45°,�g϶������0.03mm |
�����ߜy������ λ���g϶ �ß���©����� �r�y���h�c�� �Ľ��|�� �r�������ߜy ���h�c�ױڵ� �g϶ |
|||||||||||||
|
���S�к� �B�U�S�r �ď��� ���g ϶�c�S�� �g϶ |
���S�е������c�S�i֮�g���Լ��B�U�S�r�����c�����N֮�g�ď����g϶��һ������S�i��1/1000
|
�B�U�S�еď��� �g϶���÷քe �y���B�U�S�� �ȏ��������N �⏽�ߴ�ķ� ����� |
�S���g϶�^�� �t�D�ӕr���S ���a���S�� �Ƅӣ��S�ж� ��ĥ�p�^�� �S����ܷ��� Ҳ���ܵ�Ӱ� |
||||||||||||
|
������c ���װ�ȫ �K֮�g�� ��϶ |
һ�����϶�s��1~1.5mm,����픶��Ƴɰ��Εr0.5~1.3mm |
��������Uܛ�U�z���ڻ���픲����b�ð�ȫ�K���D���w݆��ʹ����������ֹ�c�����U�z���⣬���⏽ǧ�ֳߜy��ȡ����ܛ�U�z��ȣ�������϶��ֵ |
�y���Aб�Ě�וr��ע�⌢ܛ�U�z���ײ��̶��ã������������c����֮�g���g϶�� |
||||||||||||
|
�����Ś� �y�T���_ ���ȼ��P �]�ć��� �� |
���s�C�D����500r/min ���£��yƬ���_���ȼs��2~2.5mm�� �D����500r/min���ϣ��yƬ���_���ȼs��1.5~2mm ���yƬ���pĥ�p���r����������ĥ�͙z�ޡ����yƬĥ�pʹ���ȱ�ԭ�˜ʳߴ�С0.15mm�r�������Q |
�yƬ�_���ȵĜy������ȳ����߾����yƬ�ć����Եęz�飬����ú�����B©ԇ� | �_�����^�t�yƬ�\���ٶȴ��yƬ���ד��飻�_�����^С���t���䄩����ͨ�^�yƬ����������Ӱ������Ś�Ч�� | ||||||||||||
|
���s�C�� ȫ�y |
��ȫ�y�{����1618.1Kpa�퉺�r�_�� |
�É��s�� ���M��У� |
|||||||||||||
|
�w݆ ��[�� |
�w݆�D�ӕr������[�Ȳ������^1mm |
��ǧ�ֱ���֧�мܣ������w݆��Ȝy�� | |||||||||||||
|
���s �C�S �� |
�S���b�����Õr�����賷ж�����S�����ÿ��һ�ξ�׃��һ��λ�ã���֮�S�����zȦ�������ͽ��ݰlÛ������ٻ֏�ԭ�ߴ� �S��Q�ͣ��ɲ�ж�S�����ϣ��½��^��ֱ�ӹ�����ϴ �S���b�Ãȃ�Ħ����ƽ�ж�ƫ�0.015~0.02mm�r�����z����Q�S��©��ÿС�r���^10�Εr������ж�z�飬���м���ĥ�ܷ��棬�������zȦ���ϻ����ɿs׃�Ρ���ʧ���Ժ��ܷ������r�������Q |
||||||||||||||
|
ж�d �C�� |
�ڲ�ж����וr����횙z�������D�ӭh��픗U�Ƿ����`�����»��ӡ��D�ӭh��X��б���Ƿ�ĥ�ɰ��ӣ����pĥ�p��䏵�����������̫���Q�ƗU�Aĥ�p��ԭ�ߴ���0.5mm�r�������Q |
�ڶ������_��ʽ���������䉺�s�C�IJ�ж
��һ��2.8F�͉��s�C�����f�����ж���E
1.��ж�����w��ȡ���y��M���r�|��
2.��ж������w���r�|��ȡ��������^�V�W��
3.��ж���w��ж�����S������˨��ȡ���S�ߺ��B�U���^������ӛ̖�������b��r���e��
4.��жǰ����w��
5.��ж�S�M����
6.�����S��ǰ�˷���ȡ�������ڼ��ϡ�
7.�ĵ��w̎ȡ�������B�U�M�����ڸ��w�������B�U������ӛ̖�������b��r���e��
8.��ж�����h��ֹ�˭h�������N��ʹ�B�UС�^�c�������x��
9.��ж�y��M��
��2.8F�͉��s�C�b�䲽�E
1.�M�b�����B�U�M��
2.�M�b�y��M��
3.�ѻ����B�U�M����ӛ̖�����S���¶��b����w�ȡ�
4.�b�����S����S�У����ö�λ�N�̶���
5.�����S�������������S�䡣�������Sһ��������S�Ѓȣ������ֹ�����b��ǰ�S�С�
6.�����S��ײ�����ӛ̖�b���B�U���^���S�ߣ����B�U��˨����ĸ���������S�߹̶��������ϡ�
7.�����D�����S�����D�����磬�����S���^�ػ�ס�F��
8.�b���S��M����
9.�b��װ壬�����s�C���D�����ω|Ƭ���b���y��M�������yƬ�����ʻ�������ϵİ��ۣ������b����
10.�b�ω|Ƭ���w�����o���g��ֻ��˨��ʹ���w���ߌ��ω|Ƭ���߾o�o�����yƬ�ϣ��Է��ߵ͉�ǻ�Zͨ�����Ԍ������o�ø��w��˨��
11.�����S��ȼ����m��������ͣ�������ע�Ͷ��^��˨����