
һ����(sh��)Ӗ(x��n)Ŀ��
��1���������ஐ��늄�(d��ng)�C(j��)�����@�M���@����B�ӷ�����
��2���������ஐ��늄�(d��ng)�C(j��)�����@�M���@���һ�����νӾ���
��3����Ϥ���ӹ�ˇ������ʹ�ü�ע�����(xi��ng)��
������(sh��)Ӗ(x��n)����
ɰ��������F�����l����ˎ�����a�������Q���~���ӡ������Q��
����ע�����(xi��ng)
��1���ڌ�(du��)�����@�M�M(j��n)�ж˲������M(j��n)�����ȿ�ֱ����СҪ�ϸ����N������ڻ���죬
ƫ��ijһ߅�������m���@�ӕ�(hu��)Ӱ푶���ɢ��ͨ�L(f��ng)������ʹ�D(zhu��n)�ӷŲ��M(j��n)����ǻ��(n��i)���������ȿ�
Ҳ���ܴܺ���ʹ�þ�Ȧ�˲����|�C(j��)����Ӱ푽^�����ܡ�
��2�������g�^��������(y��ng)ʹ�^����߅���߳���Ȧ 3��5 mm���������D(zhu��n)�ӷ��M(j��n)����ǻ��(n��i)
ԇһ�£��^�쾀Ȧ���D(zhu��n)�ӵ�����Ƿ���ϡ�
�ġ���(sh��)Ӗ(x��n)���E
1������늄�(d��ng)�C(j��)�@�M�ĽӾ�
1���Ӿ�
�@�MǶ���Y(ji��)����Ҫ�����B�������@�M��ͬ�r(sh��)������˲��@�M��ʼĩ���������Q��Ӿ����Ӿ��֞�һ�νӾ��Ͷ��νӾ���һ�νӾ����nj�һ�������еľ�Ȧ��һ��ԭ�t�B������(l��i)�ɞ�һ���@�M�����νӾ�������������
��1����(du��)��һ���@�M�ĽӾ�Ҫ���ǣ�һ�νӾ���횱��C�ۃ�(n��i)����������c��ʸ�����ΈD
�����
�� һ�νӾ��IJ��E��
· ����(g��)��Ȧ�� 60°�����ֲ��B�ӳɘO��M��
· �B��ͬһ��ĘO��M��ʹ��ɞ�����@�M��
�� һ�νӾ���Ҫ�c(di��n)��
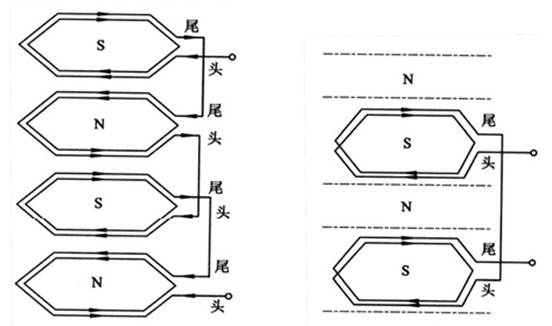 · �O��M���B�ӡ���һ��(g��)�O�µģ�����ͬһ������о�Ȧ��(li��n)��һ�𣬷Q��һ��(g��)�O��M�����˱��C����늄�(d��ng)�C(j��)��Ȧ�B��֮�����γ� N �O�� S �O���g�����У����O��M֮�g���B�ӣ�������^�^��������D 5-1��a����ʾ����Ҳ����D 5-1��b����ʾ���^β��ӣ��@�r(sh��)���Կ�����ͬ�����ĘO����늄�(d��ng)�C(j��)����ֻ�Ѓɂ�(g��)�O��M�������������^β��ӣ������γ��ĘO�Ĵň�(ch��ng)�����˷N�ӷ�ͨ�����چ��@�M��������늄�(d��ng)�C(j��)������С��늄�(d��ng)�C(j��)�У�һ��(g��)�O��M��(n��i)�ľ�Ȧһ�����B�m(x��)�@�Ƶģ���˲��ý��^��
· �O��M���B�ӡ���һ��(g��)�O�µģ�����ͬһ������о�Ȧ��(li��n)��һ�𣬷Q��һ��(g��)�O��M�����˱��C����늄�(d��ng)�C(j��)��Ȧ�B��֮�����γ� N �O�� S �O���g�����У����O��M֮�g���B�ӣ�������^�^��������D 5-1��a����ʾ����Ҳ����D 5-1��b����ʾ���^β��ӣ��@�r(sh��)���Կ�����ͬ�����ĘO����늄�(d��ng)�C(j��)����ֻ�Ѓɂ�(g��)�O��M�������������^β��ӣ������γ��ĘO�Ĵň�(ch��ng)�����˷N�ӷ�ͨ�����چ��@�M��������늄�(d��ng)�C(j��)������С��늄�(d��ng)�C(j��)�У�һ��(g��)�O��M��(n��i)�ľ�Ȧһ�����B�m(x��)�@�Ƶģ���˲��ý��^����a���^�^��ββ��� ��b���^β���
· ���@�M���B�ӡ�������ͬһ��ĘO��M�@�M�����ܱ˴��B�ӣ���һ���@�M�У�̎�������O�¾�Ȧ������������෴�����^�c�^��β�cβ�B�ӡ�������B���ꮅ���ü��^��(bi��o)��ÿ��(g��)�O��M�������������^���ǃɃ�����(du��)����D 5-2 ��ʾ��

�D 5-2 ���@�M���B�Ӳ݈D
· ��(li��n)֧·���B�ӡ��p���@�M�в�(li��n)֧·���B��ԭ�t�ǣ���֧·��������^�����B�ӣ�ʹ�ø�֧·���^���������^����β����(li��n)���֧·��Ȧ�M��(sh��)�����ȡ����w�����ɲ��õ��沢(li��n)�����(li��n)����D 5-3 ��ʾ��
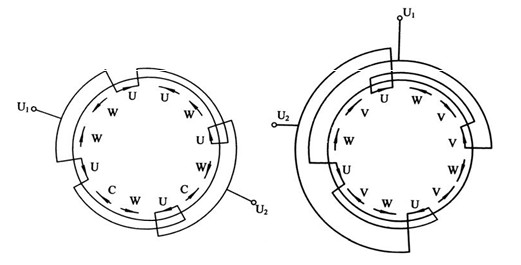
�D 5-3 ��(li��n)֧·���B�Ӳ݈D
1�����νӾ�
�@�M�Ķ��νӾ��nj������@�M��ʼĩ������|����늾��������Ӿ��У�������������
��1�����νӾ��IJ��E��
�� ���������ӵ��Ӿ����еĽӾ����ϡ�
�� �ò�ͬ���ɫ�^(q��)���^β������ U1��V1��W1 ��(bi��o)���@�M��ʼ�ˣ�U2��V2��W2 ��(bi��o)���@�M��ĩ�ˡ�
��2�����νӾ�Ҫ�c(di��n)��
�� �@�M���������M���ܿ����Ӿ��У��Ա�s������������(ji��)�s���ϡ�
�� �@�M���������h(yu��n)Ҋ(ji��n)��횰�늄�(d��ng)�C(j��)���~������x��Ҋ(ji��n)�� 5-1��Ҳ�Ʌ���늄�(d��ng)�C(j��)ԭ��
��������Ҏ(gu��)���x�á�
�� �@�M������һ������~�Ӿ��^�c�Ӿ����B�ӣ����ý^���ܼӏ�(qi��ng)�������˲��^����
���B�ӕr(sh��)��߀���ýӾ�Ƭ�ӳ� Y �λ���νӷ���
�� ��(d��ng)�����@�M��ʼ�˺�ĩ�˘�(bi��o)ӛ���ܱ��J(r��n)�r(sh��)���Ʌ��ա���(sh��)Ӗ(x��n)ʮһ���M(j��n)���Єe��
�� 5-1 늄�(d��ng)�C(j��)�@�M����������
| 늄�(d��ng)�C(j��)����/kW | ����������/ mm2 | 늄�(d��ng)�C(j��)����/kW | ����������/ mm2 |
| 1.1 | 1 | 30��37 | 10 |
| 1.5��4 | 1.5 | 45��55 | 16 |
| 5.5��7.5 | 2.5 | 75��90 | 25 |
| 11��15 | 4 | 110��132 | 35 |
| 18.5��22 | 6 | 160 | 50 |
����⾀�^�B��̎�����ͱ��C늄�(d��ng)�C(j��)�@�M�L(zh��ng)�ڰ�ȫ�\(y��n)�У�һ�νӾ��c���a(ch��n)���N�Ӿ���Ҫ�M(j��n)�о��^�ĺ��ӡ�
1����(du��)���^���ӵļ��g(sh��)Ҫ��
��1�����ӱ���ι̡�Ҫ��һ���ęC(j��)е��(qi��ng)�ȣ���늴����͙C(j��)е���������²���Ó�����ྀ��
��2�����|���ҪС���cͬ�ӽ���Č�(d��o)����ȣ����ֵ��(y��ng)��Ȼ��С�� �����\(y��n)��(d��ng)�Юa(ch��n)���ֲ��^(gu��)�ᡣ���ֵҪ��(w��n)�����\(y��n)���Пo(w��)��׃����
��3�����Ӳ������㡣Ҫ�Ӳ������ף���Ӱ��܇��^��������ɱ��M���ܵ͡�
2������ǰ�Ĝ�(zh��n)�乤��
��1�������ܡ�
��2�������^
��3�����a
��4���g�����c������
3�����ӹ�ˇҪ�c(di��n)
��(d��o)���B���nj����^����g�ϣ�Ҳ��ͨ늣����@���ڽg�ό�(d��o)���ı���?zh��n)��f���������늄�(d��ng)�C(j��)��(j��ng)�L(zh��ng)�r(sh��)�g�\(y��n)�У����f����Č�(d��o)�������(hu��)�ڿ՚�����l(f��)����O���������@Щ�������Dz�����(d��o)�w���ö���֮��(hu��)�ɞ�^���w���Ķ��������늄�(d��ng)�C(j��)�����\(y��n)�й��ϡ���ˣ���횲��ú��ӹ�ˇ�� ���ڽ��^�ߴ�С����(sh��)���࣬�Ӿ�̎���g�Mխ�������^�����דp�ģ����Ҳ����S���a���뾀�ۡ��@�M֮�С���ˣ�늄�(d��ng)�C(j��)�@�M�����y���^�����ڴ_�����ӷ����r(sh��)��������ڴ_�������|(zh��)����ǰ���£��M���x��ͨ���ԏ�(qi��ng)�����߸��g�ԡ���Ӱ�������Ȧ���^�����ܣ��ҽ�(j��ng)��(j��)�����g��ĺ��ӷ�����
3���˲�����
��ȫ����ȦǶ�ꡢ�˲����g�^���|�ú�회�(du��)�����@�M�˲��M(j��n)�����Σ��Q�˲����Σ������˲�����һ��(g��)���ȿڠһ�ֳ���Ƥ�N��һ������剺��Ȧ�˲������N�ô���壬ʹ��Ȧ�˲����һ��(g��)���ȿڡ�
4�����Ӷ˲��Ľ���
�ھ�ȦǶ��֮�Ϳ�����(du��)���Ӷ˲��M(j��n)�нy(t��ng)һ������ �@����?y��n)鶨���@�M�m�f(shu��)���oֹ
���D(zhu��n)�ģ�������늄�(d��ng)�C(j��)�چ���(d��ng)���\(y��n)�D(zhu��n)���^(gu��)���У���ȦҪ�ܵ�늴����͙C(j��)е�������(d��ng)�����Ա�
회��˲������Y(ji��)��(sh��)��һ�����ý^������������^������Ӿ��^�^�t���ý^���I��������
���ֹ������Ó���������ľ��^Ҫ�M(j��n)�н����������������ɷN��һ�ǰ����������B�Ӿ�����
���c��Ȧ�˲�һ���������@�ӽ����^�ι̣���һ�N�Dz��c��Ȧֱ������һ�𣬶��ǰ�����
�����B�Ӿ��Ϊ�(d��)������
5������늄�(d��ng)�C(j��)��Ȧ�Ӿ��ꮅ��ęz��
��(d��ng)����늄�(d��ng)�C(j��)��Ȧ�Ӿ��z���ꮅ�����������D��(sh��)Ӗ(x��n)���I(y��)�F(xi��n)��(ch��ng)�����ώ��z��늙C(j��)��Ȧ��
����Ч�ʺ��|(zh��)���� (t��ng)ȡ��ӛ䛌�(sh��)Ӗ(x��n)ָ��(d��o)�ώ���ָ��(d��o)��Ҋ(ji��n)��
�塢��(sh��)Ӗ(x��n)�ꮅ
��(d��ng)��(sh��)Ӗ(x��n)�n����ɕr(sh��)���W(xu��)�T��Ҫ�R���x�_(k��i)������(y��ng)���î�(d��ng)��ԓ�n�̵Č�(sh��)Ӗ(x��n)ӛ䛣����_(k��i)�O(sh��)���
���й����Դ����ʰ�Ì�(sh��)Ӗ(x��n)���ļ���(sh��)Ӗ(x��n)���ߣ����R�[�ŵ���(sh��)Ӗ(x��n)ָ��(d��o)�ώ�Ҏ(gu��)����λ�á����ώ�
�z�����������߳���(sh��)Ӗ(x��n)���ҡ�