
����һ����Ӗ���nj��`�̌W�����������P�����ˆT�����Ì�Ӗָ���̎��͌W���⣬�κ���δ��ԓ����T���S�������M�댍Ӗ�ҡ�
����������Ӗ�҃ȵ��O�䡢�x�����������ߣ�δ�����S�����S��y�ӻ��ó����⣻�҃ȸ��N�·����·δ�����S���Áy���y�ӣ������O�䲻���S���ӣ��������á��Ž^����������O���¹ʡ�
���������W����Ӗ�r��횇������،�Ӗ�ҹ����ƶȣ� �Ĺ���T��ָ���̎��İ��ţ������հ�ȫ����Ҏ��ʹ���O�䡣���`�������ƶȡ��� ��ָ�]�ߣ�����T�Й�����Ո����Ӗ�ң��������P�������T̎����
�����ġ���Ӗʹ�õ��O�䡢�x���������ߵȣ������n�r�M�����������⣬ָ���̎��c����T߀�����r�������x���O���{��߀ԭ����ʼ���à�B��ͬ�r���ñ��B���������C�̌W�O�������������ں��m�n�̵��M�С�
�����塢��Ӗ�̌W�r���W���� ��ָ�����p���O�䡢�x���������ߵģ������p�Ĺ����r�������k���M���r�����I�`�O�䡢�x���������ߡ����ϵģ��������鹝�����c���ա��W���W������Ҏ���������ΰ�����̎�P�l������ֱ�ӈ��C�P�M��̎����
����������Ӗ�Y�������P�ˆT��Ҏ�������Ӗ��ʹ��ӛ䛡��������ա���Ӗ���l�������ƶȡ������坍�l���������������ˆT��պ��ֺ�ָ���̎��͌W�������x�_��
����ɰ݆�C��ȫ����Ҏ��
����һ��ʹ��ǰ���z��ɰ݆�C������˨�Ƿ��ι̿ɿ�,�_�Cԇ�D�r�z��ɰ݆�C�Ƿ������@�����ӬF��
�����������Qɰ݆�r����횙z��ɰ݆�����Пo�Ѽy��ȱ�ݼ����ٶ��Ƿ��m�������b�r�A�o��Ҫ�m�У����������ô�ɰ݆����Ɍ�Ӗ����ָ������ؓ؟���Q��
��������ɰ݆���Ӻ��\�е������ٶȺ��M��ĥ�����I��
�����ġ�ɰ݆���Q�����D3��5��犣�ҕ���\�еľ���ƽ����r���ٛQ��ʹ�á�
�����塢ɰ݆�c���o�ֵ��g������5�������ϣ�ɰ݆�cĥ���мܵľ��x�����Ƶ���ɰ݆����3��5���מ��ˡ�
��������ʹ��ɰ݆�Cĥ���������߱�횴��Ϸ��o���R��վ��ɰ݆һ�ȣ��s45°�M�в������������挦ɰ݆�C������
�����ߡ�ĥ�������r��Ҫע����չ��������������^�ͻ�ĥ�����ع���������a��ײ�����������ɰ݆���ֻ����ѬF��
�����ˡ����ô������ò����������M��ĥ��������ɰ݆�D�ӎ��벼����ɂ����¹ʡ�
�����š�ĥ���r���������Ҿ����Ƅӣ�����ɰ݆�a�����۬F��
�Q�����I��Ҫ�����Y�����S������С��������@�����q�������z���z��Ҋ�ݼy�ӹ�������������ĥ���C�����������T�ӵȡ��Q���ǙCе����������ϵĽ��ټӹ����g��19���o�Ժ��N�C���İlչ���ռ����mȻ��ʹ���Q�����I���F�˙Cе�����Ԅӻ������ڙCе�����^�����Q�����ǏV�����õĻ������g����ԭ���ǣ��ل�������������ĥ�͙Cе�b����Q�����I�������Пo�m���ęCе���O�����ȫ�����棻��ijЩ��ܵĘӰ塢ģ�ߡ����ߺ���ϱ���(�猧܉����S�ߵ�)������Ҫ�������˵���ˇ�����ܼӹ������چμ�С�����a�����乤����ȱ���O��l������r�£������Q������ijЩ�������һ�N�������õķ�����
�Q��������O���Ǹ����̌WҪ���c��ҹ��S��ͬ�_�l���a��ԓ�aƷ�����Q������ͨ�û����˜ʻ��͌��û�������ߌW���IJ������g�̈́����������Q��������O����Q����������Q���_�����ֹ����߲����������������M�мӹ����ֹ����������c�Ǽ��g�ԏ����ӹ��|���ĺÉ���Ҫȡ�Q�ڲ������gˮƽ�ĸߵͣ����Ĺ��������^�V�������f���Ժ��`���Եă����Ҳ����O�䡢���صȗl�������ƣ���˷��Dz��ÙCе�ӹ�������̫�m�˻��y���M�ЙCе�ӹ��Ĉ��ϣ�ͨ�����Q������ɣ������ǙCе�aƷ���b�䡢�{ԇ�����b�;S�ȸ���Ҫ�Q���������f�Q���ǙCе���칤�S�Б�����V���Ĺ��N֮һ���Q��������O��Ҳ�Ǹ���ԺУ����У����ȱ�ٵČ�Ӗ�̌W�aƷ��ԓ������O�������ɳ��ù��ߵ��J�R��ʹ�ã��N��䏡�菡��������b�䡢�{ԇ�����b���S�Ƚ̌W���ߡ�
���o�WA

���o�WB

| ��̖ | ���Q | Ҏ�� | ���� |
| 1 |
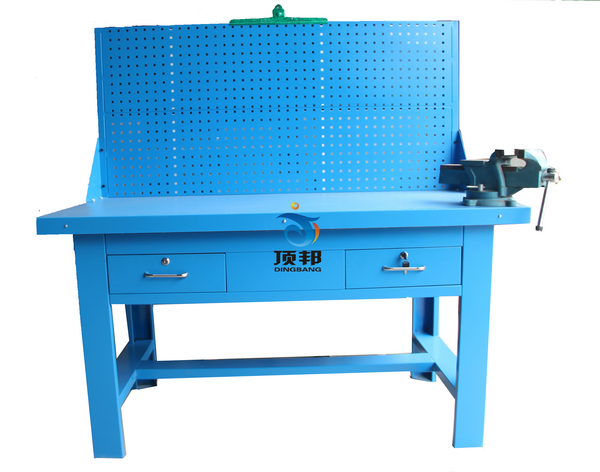
����λ���������Q�������m�ό�Ӗ�Լ����S���H���a�� Ҏ��1500�L×750��×1500mm�ߣ�����800+���o�W700�� �_�棺50����ľ�����2����䓰塣 ����������2������2.0��䓰����ͣ�Ҏ��100X80X750 ���ܙM�����ӏ�����1.5��䓰�����Ҏ��100X40X1.5 ���o�W���˜���1500X700X30�_����䓰壬���ӏ��� |
1 �_ |
|
| 2 | �_���Q | 150 �Ͼ��ȣ���1 | 2 �_ |
| 3 | ����ƽ�� | 300*300 | 1�_ |
| 4 | ��� | 2 ֧ | |
| 5 | ��Ҏ | 250 | 2 �� |
| 6 | ��Ӱ��� | 250 | 2 �� |
| 7 | ƽ���Y�� | 1 �� | |
| 8 | �N�� | 1.5P | 2 �� |
| 9 | ���S�� | 8-12�� | 1�� |
| 10 | ���S�� | 8-12�� | 1�� |
| 11 | ��A�S�� | 8-12�� | 1�� |
| 12 | �A�S�� | 8-12�� | 1�� |
| 13 | �����S�� | 8-12�� | 1�� |
| 14 | ���ǵ� | 2�� | |
| 15 | �P�� | 14�� | 1�� |
| 16 | 䏹� | 2 �� | |
| 17 | 䏗l | 1�� | |
| 18 | �z�F���� | 230 | 2 �� |
| 19 | �z�F | M6��M10��M12 | 1 �� |
| 20 | ������ | 20��30 | 2 �� |
| 21 | ���� | M6��M10��M12 | 1 �� |
| 22 | �_�ڰ��� | 1 �� | |
| 23 | ����ֱ�� | 150 | 2 �� |
| 24 | ����Q | 1 �� | |
| 25 | �FƤ���� | 1�� | |
| 26 | �ֻ��Q | 1�� | |
| 27 | ֱ�dz� | 2 �� | |
| 28 | һ���� | ���z��5×100 | 2 �� |
| 29 | ʮ���� | ���z��5×100 | 2 �� |
| 30 | �����Q | 6 �� | 2 �� |
| 31 | 䓽z�Q | 6 �� | 2�� |
| 32 | ʲ�\�S | 1 �� | |
| 33 | 䓽zˢ | ��40 �L | 4 �� |
| 34 | ��ʯ | 200 |
1 �K |
����ʮ������T��횶��ڌ�ɰ݆�C�M�Йz�鼰�S�ޱ��B�������_���O��İ�ȫ�\�С�
�����@����ȫ����Ҏ��
����һ������ǰ�������@�����ߡ��A�ߡ������M�а�ȫ�z�飬�_�J�o�`�ɲ�����
�������������b�A����ι̿ɿ����@С�וr�����ù��ߊA�֣����������ã������r���������ס�
��������ʹ�Ä��M�o�r��һ�㰴����u��������u�p��ԭ�t�M�У����������^������¹ʡ�
�����ġ��@�^�@���Fм�r��Ҫ����ͣ܇��������ֹ�ÿڴ�����������Ҫ��ˢ�ӻ��F�^�����
�����塢���q��וr��ȡ�����ߺ͜y���þߕr���������^�ͣ�������ײ�ڵ����ϡ�
�����������������D�ĵ����·��D���A����y���������������������D�ĵ��ߡ�
�����ߡ���ʹ���^���У������_���횱����坍��
�����ˡ�ʹ���ꮅ��ͣ�C���Д��Դ�������C����¶�����漰�����_��������������漰��ע�Ϳӝ����͡�