 |
|
DB-18 �������T����ˇ�Wʾ����й�
һ���� ��:
���˝M��̌W������������WУ����Ӗ�|�������{�˻�����Փ�ͻ������ܵ�Ӗ���������T���ڙCе���칤�I�У�ʹ�ɂ���ɂ������������һ��ķ���������ӡ��T��Ӻͺ��ӡ����Ӿ������Ãɂ����wԭ���g�a���ĽY�����Á팍�F�ӣ��Ӻ����ٲ�ж���ɞ��������ӡ�
�������gҎ��
1������й��傀���w��й�M�ɣ���й��w���γߴ磺1200×400×1900mm���L×��×�ߣ���
2�����w����SPCC�����庸�Ӷ��ɣ���������М����������������w���Ժá������а��渽�б�Ҫ�ĈD���������f�����������^���������á�
3�����²��O�й��䣬�����ņ�ģ�͡�����估���P����ęn������b���f��݆�������Ƅӡ�
4�����ģ�Ͳ��Ì�����ЙC��������������������
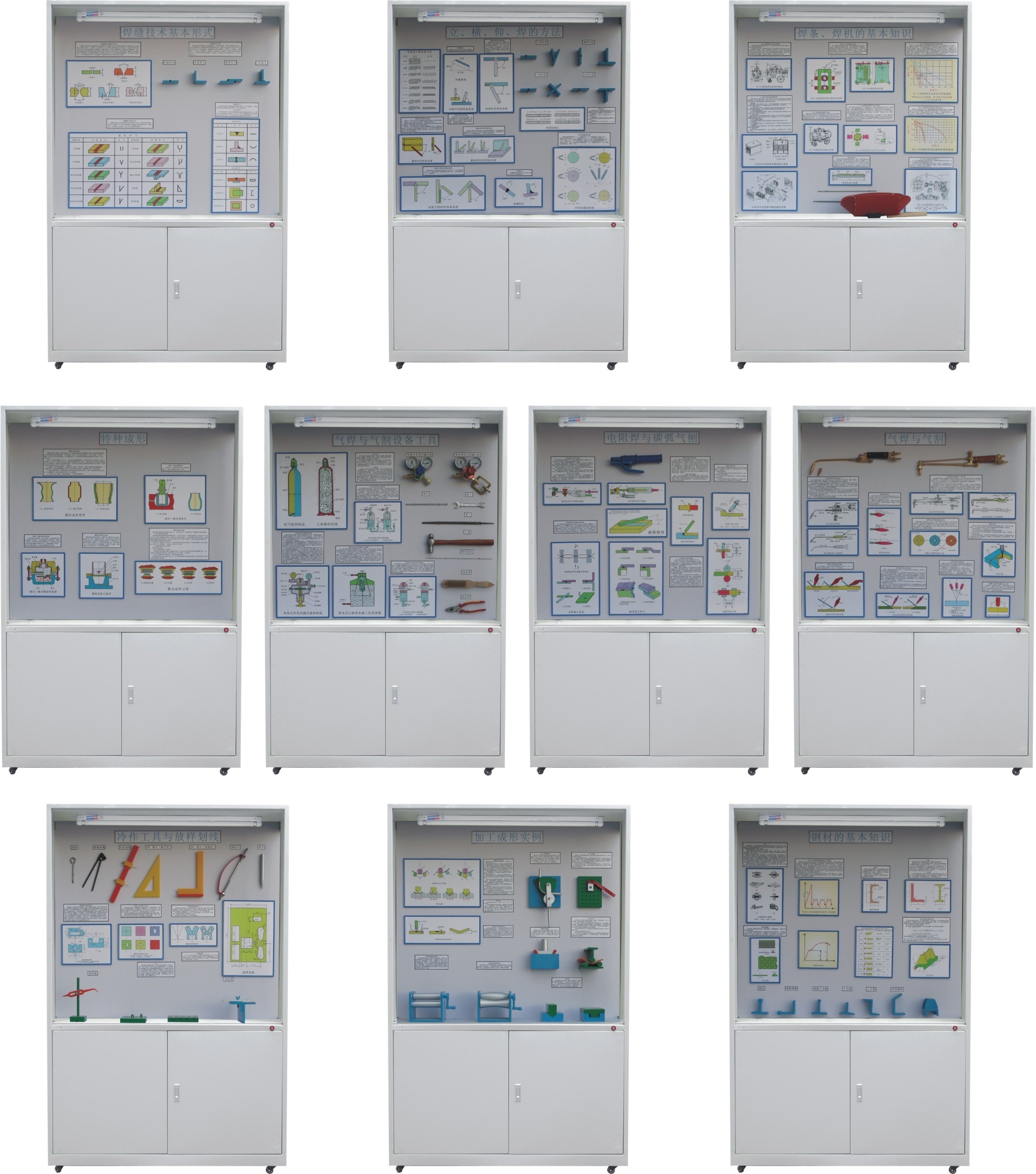
�����������T����ˇ�W��ʾ����й�ÿ����Ԕ���������£�
|
��̖�����Q |
���T��ˇ�Wʾ����й���� |
|
��һ�� |
���ӽ��^����ӽ��^���ǽӽ��^�� T �ν��^�� I ���¿ڡ� Y ���¿ڡ��p Y ���¿ڡ����g߅ U ���¿ڡ����g߅�p U ���¿ڡ�������̖��ʮ�N�����o����̖�����N�����a���̖�����N�� |
|
�ڶ��� |
���õĎN�\�l������ ( ֱ���Ρ�����ֱ���Ρ���X�Ρ������Ρ��������Ρ�б�����Ρ��AȦ�Ρ�б�AȦ�� ) �����p��β��������λ�ã��ķN�������p�A�ǡ����p�D�ǡ���ͬ����λ�õăA�Ǻ��D�ǣ��ķN��������ƽ���r���l�Ƕȡ������r���l�Ƕȡ��M���r�ĺ��l�Ƕȡ��M�Ǻ��r�ĺ��l�Ƕȡ������r�ĺ��l�Ƕ� |
|
������ |
���l�M��ʾ��D�����l��� AX-320 �ͻ����l늙C����D�� AX-320 �ͻ����l늙C���ΈD�� AX-320 �ͻ����l늙Cԭ��D�� AX-320 �ͻ����l늙C�������������� BX-300 �ͻ���׃�������ΈD�� BX-300 �ͻ���׃�����Y�����D�� BX-300 �ͻ���׃������������������ GS ϵ�о��l�ܻ���������ʾ��D�� GS ϵ�о��l�ܻ����������Y���D�� MZ1-1000 �����ԄӺ�С܇�D |
|
���� |
�͉����Ę��졢�͉����Ĺ���ԭ�����͉�����Ę��졢�͉�����Ĺ���ԭ������Ȳ��ķN������c���z��λ�á�����������������ăAб�ǡ������c����ɂȊA��ʾ��D������^��ʾ��D |
|
����� |
����ƿ�c��Ȳƿ���졢�μ�������ʽ�p�����Ę��졢��ˮʽ��Ȳ�l��������ԭ�����Љ�ˮ��ʽ�ػ��U�����Љ��]��ʽˮ��ػ��U����䓽zˢ�����N���S����䓽z�Q���F�z�����֡���|ͨ� |
|
������ |
̼������ʾ��D��̼��A�ǡ��A�����Lʽ���٘��Y���D��̼�����ٵĊA̼ȱ�ݡ�̼�����~Ƥ������r����躸�ķ�����ͨ�^�������|�c����r�����c�����^��ʽ���p�����^��ʽ |
|
���߹� |
܈��䓲�ʾ��D�����y䓰塢䓹ܡ���䓵Ĕ���D��䓵ğ�̎���� W18Cr4V 䓟�̎����ˇ��������䓡�����䓡�����䓲ġ��M�Ϙ���Ӌ�㡢�N��Ҫ䓲ĵ����Q���Π�ͳߴ��ʾ���� |
|
�ڰ˹� |
��ᘡ���ͨ��Ҏ���L�U��Ҏ�� 900 �dzߣ���ƽ�ġ����ߵģ����ӛ_�������P�������ߡ�����Ҏ��ƽ�_���Řӻ��ʵ��x�Ӱ��ϵĿĘ�ע����������ķŘӳ��������w�� |
|
�ھŹ� |
����C�Ĺ���ԭ�����p����䓰�ľ폝����䓵��ֹ���������䓏���ģ���ֹ������b�á������^�̡���Ƭ���ơ��νǺ��p�lj�ģ���ֲ��ӟ�����Ľ�׃�� |
|
��ʮ�� |
��ը����ʾ��D����ը�����������Ƥ�����^�̡�Һ������Ƥģ�����b�á���Һ������ƤģÛ�� |
������ʾ��
1��؛Ʒ��գ��w����؛�rՈ�z�麸�����T����ˇ�Wʾ����й��؛Ʒ���^���ˌ��������T����ˇ�Wʾ����й�Ĕ��������������̎���ܓp��B�ĺ������T����ˇ�Wʾ����й�
2���|����픰���w���ṩ�������T����ˇ�Wʾ����й�aƷ�f�����ȵ��|���l�����|���ڣ����|���������ṩ���������T����ˇ�Wʾ����й�����M�S�ޣ������l�����Z�r�ṩ���������T����ˇ�Wʾ����й���Ѓ��S�ޣ�
3���˓Q؛���w�η���ԭ���µĺ������T����ˇ�Wʾ����й��x���e�`�����T����ˇ�Wʾ����й�ُ�I�����e�`����ɺ������T����ˇ�Wʾ����й���˓Q؛Ҫ���������ܣ�
4��؛�ڣ��������T����ˇ�Wʾ����й�İl؛�ڞ酢��ֵ��������Ҫ�˽⺸�����T����ˇ�Wʾ����й�ľ��_؛�ڣ�Ո�c픰���N���ˆTϵ��
5�����w���������T����ˇ�Wʾ����й����κ��Ɇ���Ո��늣�021-36334717 ���҂����Ɍ��I��ʿ�����ṩ���P�������T����ˇ�Wʾ����й����ԃ��
�Ҳ������ҵĮaƷ?Ո�c���aƷ����� |