
DBGJS-3 FMS�������a���쌍�ϵ�y�������ͣ�
һ���aƷ����
1���M��
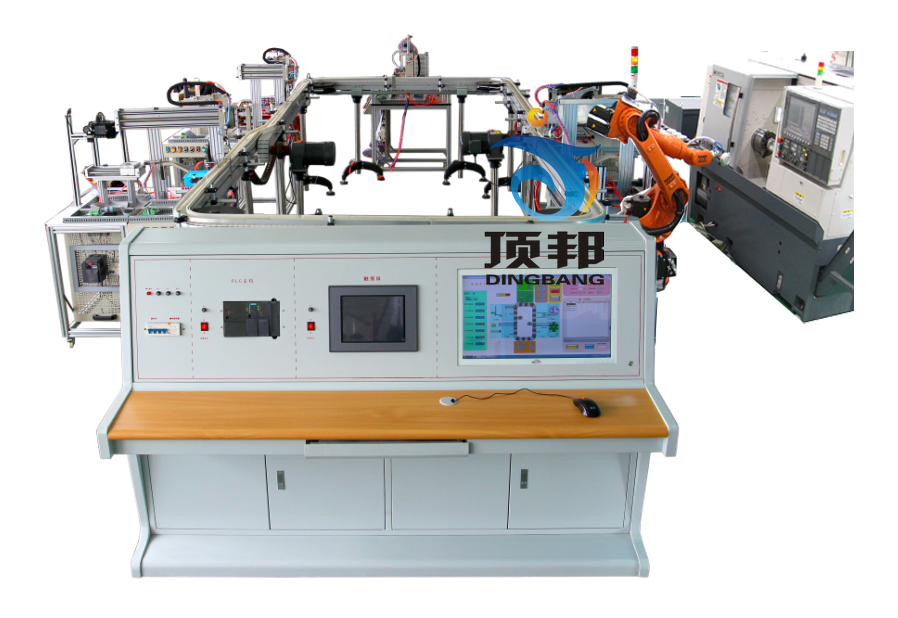
FMS�������a���쌍�ϵ�y�������ͣ���ʹ���������켼�g������д����Ե������Ԅӻ�ϵ�y���Ɍ��F��Ʒ�N����С�����ļӹ��������������켼�g�����Ԅӻ����g����Ϣ���g�����켼�g�Ļ��A�ϣ���������I��������Ĺ����OӋ�����a���켰���I�������^�̣���Ӌ��C����ܛ����֧���£�����һ�����w������I���������ЙC��ϵ�y���Ԍ��Fȫ�քӑB��������w��Ч�桢�����ԣ����M���A�ø���ȫ�ٵ��������켼�g�����Ǯ������������Ԅӻ����g�lչ��ǰ�ؿƼ���
���T���IԺУ���I������Ӗ�C�����Ƶ�FMS�������a���ϵ�y�������C���Ԅӻ�����M������ИI����I�й��I�����I�F���O���M���្�͝�s����ᘌ����̌W����M�Ќ��T�OӋ���ڙC���⡢늡��⣬������PLC���C���ˡ�����������ӡ����I���ƾW�j��늙C���c���ơ�Ӌ��C���T�༼�g�I������ϵ�y��MES���a����ϵ�y�Ԅӻ����õ����c�����������켼�g�Ĺ����^���M���о�����MCGS�O��ϵ�y������PLC����λPLCͨ�^�W�jͨӍ���g����һ�������Ķ༉Ӌ��C����ϵ�y��ͨ�^Ӗ����ʹ�W���˽�FMS�Ļ����M�ɺͻ���ԭ�����W��ȫ�����ՙC�һ�w�����g�đ����_�l�ͼ��ɼ��g�������W����ϵ�y���w�Ƕ�ȥ�J�R��
2������
��������J֪�ͺ;C���͌�Ӗ����������_�l�OӋ�͌�Ӗ��߀�܌��F�W���F�����ֲ����;W�jӋ��Cͬ���^�y�c������Y�ϣ����Ӽ�����ȫ����ʾ�����a������ϵ�y������ȫ�Ԅӿ��ƹ��ܣ��ܳ��չʾ�F�����I���M�Д��ֻ��������a�ĸ����h����ϵ�y�����ІΙC�������ơ������\�й��ܣ�ϵ�y�����І�ͣ���ơ��ӑB���IӋ���{�ȡ�����YԴ�ӑB�@ʾ��ϵ�y�����\���c̎��������λ�ÄӑB�@ʾ�ȵȹ��ܡ�
ԓϵ�y���ܷ����ڹ���Ӗ�����`�̌W�h���⣬߀���ܸ��w���P�n�̣������M�����P�Č��`�Խ̌W�h�������w���£�
��1���ɷ��յ����P�n��
���ؼ��g���C���˼��g���A�c�������Cе������A���Cе���̜yԇ���g���C늂��ӿ��ơ�Һ���c�≺���ӡ��C���˼��g�c���á��C�һ�w��ϵ�y�OӋ�����ؼ��g���C�ϵ�y���桢CAD/CAM��PLCԭ�������á����ֻ����켼�g���C��O������\�ࡢ���M���켼�g�����S���ؼӹ����g��̓�M�c���漼�g�ȣ����������P�n�̡�
��2���̌W��ʾ��Ŀ
���Ի��ӹ�ϵ�y��ʾ���h�̿�����ʾ���C늿ع�һ�w�����g��ʾ���Ԅӂ�ݔϵ�y��ʾ�������Ԅ��b����ʾ�����ؾ���ʹ�á��C���˾���ʹ�á��aƷ�Ԅӂ}��ϵ�y��ʾ�ȵȡ�
��3�����I�C��Ӗ����OӋ��Ŀ
�Cе���켼�g�Ŀ�C��Ӗ�����C���z�y�C�ό����ֻ����g�Ŀ�C��Ӗ�������S���ؼ��g�Ŀ�C��Ӗ�����C늿��ƾC�ό��C�һ�w��ϵ�y�C���OӋ���C�һ�w��ϵ�y�C���OӋ��������ݔ�������OӋ�������b���Ŀ�����OӋ�����w�}�쑪���OӋ���≺ϵ�y�����OӋ��ϵ�y��늷��������OӋ��Ӌ��C�o����ˇҎ���OӋ�������쑪�ü��_�l������ϵ�y�đ����c�_�l�������������c�x��PLC���þ����OӋ��PLC�W��ͨӍ���á��ŷ��ӑ��á��˙C���澎���OӋ���h�̽M�Bϵ�y�OӋ�����a���������I���������I�OӋ�ȵȡ�
�������g����
1. ݔ���Դ������������220V±10% 50Hz
2. �����h�����ض�-10�桫+40�� �������≤85%��25�棩 ���Σ�4000m
3. �b����������2.5kVA
4. ���γߴ磺7000mm×5500mm×2400mm
5. ��ȫ���o������©늱��o����ȫ���χ��Ҙ˜�
������Ӗ����
1��PLC���OӋ�c����
(1) ������ݔ���܌�Ӗ
(2) ���r��Ӌ������λ���܌�Ӗ
(3) ���^���܌�Ӗ
(4) ���M���ܵđ��Ì�Ӗ
(5) ���D���ܵđ��Ì�Ӗ
(6) �ӳ����{�ù��ܵđ��Ì�Ӗ
(7) �Д���ƹ��ܵđ��Ì�Ӗ
(8) ׃�l�{�ٵ�PWM���ƹ��ܵđ��Ì�Ӗ
(9) �ŷ�늙C�ٶ�λ�ÿ��ƹ��ܵđ��Ì�Ӗ
(10) �z�yϵ�y�ij����OӋ
(11) ׃�l�{�٭h���Ԅӂ�ݔϵ�y�ij����OӋ
(12) �ԄӃ���ϵ�y�ij����OӋ
2�����������g������
(1) ��늂������������о�������
(2) 늸Ђ������������о�������
(3) 늴ł������������о�������
(4) λ�Â������������о�������
3����ӿ��Ƽ��g
(1) 늿ؚ���y�Ĺ���ԭ��������
(2) ��հl�����Ĺ���ԭ��������
(3) ��Ӷ��w�Ĺ���ԭ��������
(4) ���N��Ĺ���ԭ��������
4���\�ӿ���ϵ�y
(1) �ŷ�늙C��λ�Ŀ��Ƽ��g
(2) ֱ��늙C�Ŀ��Ƽ��g
(3) ����늙C��׃�l�{�ټ��g
(4) ���M늙C�Ķ�λ���Ƽ��g
5���M�B�O�ؼ��˙C���漼�g
(1) �M�B�O��ܛ���Ļ�������
(2) �M�B�O��ܛ��ͨ�ő��Ì�Ӗ
6���Cе�Y��Ӗ�����g
(1) ͬ�������әC�����OӋ�������о�
(2) ֱ�X݆���әC�����OӋ�������о�
(3) �F�X݆���әC�����OӋ�������о�
(4) ֱ����܉���OӋ�������о�
(5) �L��z�U�������������
7�����ϙz�y���g������Ӗ
(1) ��������O�õ��ų�Ӗ��
(2) ���������O�õ��ų�Ӗ��
(3) 늚�Ӿ������O�õ��ų�Ӗ��
(4) �Cе�����O�õ��ų�Ӗ��
8���W�jͨӍ���g��PROFIBUS�������g
(1) �W�jͨӍ���A��ԭ���c����
(2) PROFIBUS-DPģ�K���о��c����
(3) PROFIBUSͨӍ�f�h���о��c����
(4) PROFIBUS��վ�c��վ֮�g��ͨӍ�о�
9�����I�C���ˌ�Ӗ
(1) ���I�C����ʾ�̆�Ԫʹ��
(2) ���I�C���˻���ָ������cλ���c�O��
(3) ���I�C����ܛ��ʹ��
(4) ���I�C���˹����ĸ�ۙץȡ
(5) ���I�C���˳�Ʒ�M�b�c���
10������ϵ�y��Ӗ
(1) ����ϵ�y��ʹ�ò���
(2) ���ؾ���
(3) ����ϵ�y���{ԇ
�ġ�ϵ�y�M��
1��ϵ�y��Ӳ���ɾł�������Ԫվ�M��
��һ������ƽ�_
����ƽ�_��Ҫ�Ɇ���늾W늉�ָʾ���Դ���Ʋ��֡��������C����Bָʾ����10.4Ӣ�繤�I��ɫ�|����S7-315���C����X�ȽM�ɣ���Ҫ��ɱOҕ����վ�Ĺ�����B���f�{��վ�\�У���ɹ��I���ƾW�j�ļ��ɡ�
������1�����φ�Ԫ
���φ�Ԫ��Ҫ���϶������D�_���������ϙC����ֱ���p��늙C������_�P�ȽM�ɡ���Ҫ��Ɍ������Ļ������_�����͵����\��λ��
2�����\��Ԫ
�əCе�֡��Ƅӻ��_�����b�����_�����I��܉���X݆�X�l�����؉K�ȽM�ɣ���Ҫ��Ɍ������İ��\��
(��)1�� 6���ɶȹ��I�C���ˆ�Ԫ
��6���ɶȹ��I�C���ˡ�ץȡ�C������צ�ȽM�ɣ���Ҫ��Ɍ���������ȡ�����\���b��
2���ӹ�����
���ؼӹ������_��BT40���S��Ԫ��8000�D������12�ѵ��죬��h�A���ŷ�����ϵ�y���S��Ҏ����λ����0.005mmȫ���o�OӋ�����^������3.7kw�ŷ����S���Ʉ��Թ��z��
(��) 1�����\��Ԫ
�ɟo�U��ס�������ס��Cе��צ���U���_�ȽM�ɣ���Ҫ��Ɍ������İ��\�֒���
2���D���Π�z�y��Ԫ
�D��̎���Ԫ��Ҫ�ɹ�Դ���R�^��CCD�����C���D��̎�����������@ʾ���ȽM�ɡ���Ҫ�z�y�ӹ���ɺ����^�Π�Ʒ�|�Ƿ�ϸ�ͨ�^�z���^�@ȡ�����ĈD���ɈD��̎������ɹ����ϸ��c����Д࣬�����ϸ�����
���ģ� 1�����b��Ԫ
����Ͳ���Q�ϙC�������ϙC���ȽM�ɣ���Ҫ��Ɍ��ɷN��ͬ���������ϼ����b��
2�����\��Ԫ
�ɟo�U��ס�������ס��Cе��צ���U���_�ȽM�ɣ���Ҫ��Ɍ������İ��\�֒���
(��) 1�������ֆ�Ԫ
�əCе�֡��M�ۡ����D�_���Cе��צ���ȽM�ɣ���Ҫ��Ɍ������İ��\��
2����惦��Ԫ
�ɲ��M늙C���L��z�U�����w�졢���Ϛ�ס�늴��y�ȽM�ɡ���Ҫ��Ɍ���Ʒ������惦��
�������h���Ԅ�ݔ�;�
�h���Ԅ�ݔ�;���Ҫ���X�Ͻ��ͲĻ��w���h�Ђ�ݔ�����Ԅӌ���C����׃�l�{��ϵ�y���ԄӶ�λ�C���ȽM�ɡ�����Ɍ������ڲ�ͬ�ٶ��µ�ݔ�ͣ���ͬ��λ���ԄӶ�λ���Ķ����������Ԅӭh��ݔ���Ĺ���Ч�ʡ�
���ߣ�����ϵ�y
����ϵ�y��վ�������T��S7-300(CPU315-2DP)����վ�������T��S7-200(CPU224)����վ֮�gʹ��ProfiBus-DP�����M��ͨӍ��S7-200��վ��Ҫ���ڿ����c���O��ӣ������F����������̖�M�вɼ���S7-300��վ�ɼ�����վ�������f�{��վ�\�У�������λ�C�ıO�س����ṩ������ͬ�rϵ�y߀���й��I��̫�Wͨ��ģ�K��10.4Ӣ���ɫ���I�|���������|������S7-300���C����X�g�M������̫�W�j���������ϵ�y���ƾW�j�ļ��ɡ�