
1������
�Ԅ����a(ch��n)����(sh��)�(y��n)��(sh��)Ӗ(x��n)����ԇ�(y��n)�_��һ�N�����͵ęC(j��)�һ�w���c�Ԅӻ��a(ch��n)Ʒ���Ǟ��I(y��)ԺУ���I(y��)������Ӗ(x��n)�C(j��)��(g��u)�����Ƶģ����m�ϙC(j��)�һ�w����늚��Ԅӻ������P(gu��n)���I(y��)�Ľ̌W(xu��)����Ӗ(x��n)�����ڽӽ����I(y��)���a(ch��n)����F(xi��n)�����A(ch��)����ᘌ��̌W(xu��)����(sh��)Ӗ(x��n)Ŀ���M(j��n)���ˌ��T�O(sh��)Ӌ(j��)�Č�(sh��)Ӗ(x��n)�̌W(xu��)�O(sh��)�䣬��(qi��ng)�����Ԅӻ����a(ch��n)���İ��b�c�{(di��o)ԇ������
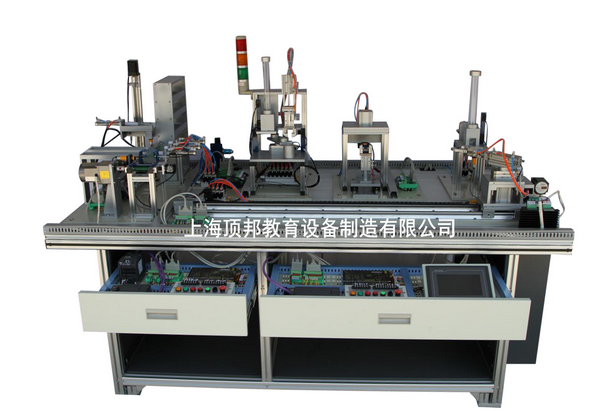
�Ԅ����a(ch��n)����(sh��)Ӗ(x��n)�����b��ϵ�y(t��ng)���ɣ���1�������φ�Ԫ2�����ӹ���Ԫ3�����b���Ԫ4�����֒���Ԫ5����ݔ�͆�Ԫ�ȽM��
ԓ�b�Ñ�(y��ng)����ɣ�1����؛����Ԅӹ��o2����؛����Ԅ��R�e�֒�3�����C(j��)е�ְ��\(y��n)4�����Ԅ��b��5����؛����ԄӼӹ�������ȫ�^�̡�ͬ�r(sh��)��ϵ�y(t��ng)���\(y��n)���^�̌�(sh��)��ȫ�̄�����B(t��i)�O(ji��n)�ؼ���(sh��)��(j��)�O(ji��n)�أ��������λ���������^�̡�
ϵ�y(t��ng)ƽ�_�O(sh��)Ӌ(j��)��(y��ng)���ژ�(bi��o)��(zh��n)����ģ�K�����_��ʽ�Y(ji��)��(g��u)�O(sh��)Ӌ(j��)������m��(y��ng)��ͬ�S����̖�ĸ��N������������������(zh��)������
2�������f����
1�����φ�Ԫ��������Ҫ���������ς}�д��ӹ�������ԭ�ϣ��Ԅӵ��Ƴ��������_�ϣ��Ա�ݔ�͆�Ԫ�ęC(j��)е����ץȡ��ݔ�͵�������Ԫ�ϡ�
2���ӹ���Ԫ����ԓ��Ԫ�����_�ϵĹ�����������ݔ�͆�Ԫ��ץȡ�C(j��)е���b���́����͵�?j��ng)_���C(j��)��(g��u)���棬���һ�Λ_���ӹ�������Ȼ�����ͻص������_�ϣ���ݔ�͆�Ԫ��ץȡ�C(j��)е���b��ȡ����
3���b���Ԫ����Ɍ�ԓ��Ԫ�ς}��(n��i)�ĺ�ɫ���ɫС�A������Ƕ�뵽�Ѽӹ��Ĺ����е��b���^�̡�
4���֒���Ԫ����Ɍ���һ��Ԫ�́����Ѽӹ����b��Ĺ����M(j��n)�з֒���ʹ��ͬ�ɫ�Ĺ����IJ�ͬ���ϲ۷����Ĺ��ܡ�
5��ݔ�͆�Ԫ��ͨ�^ֱ���\(y��n)�ӂ��әC(j��)��(g��u)�(q��)��ץȡ�C(j��)е���b�õ�ָ����Ԫ�������_�Ͼ��_��λ������ԓ�����_��ץȡ��������ץȡ���Ĺ���ݔ�͵�ָ�����c(di��n)Ȼ����£���(sh��)�F(xi��n)�������Ĺ��ܡ�
6��������Ԫ��늚���ƣ����O(sh��)���f�����C(j��)е�b�ú�늚���Ʋ��ֵ��������x��ÿһ������Ԫ�C(j��)е�b�����w���b�ڵװ��ϣ������ƹ�����Ԫ���a(ch��n)�^�� ��PLC�b�Ät���b�ڹ����_�ɂ�(c��)�ij�ϰ��ϡ��C(j��)е�b���ϵĸ�늴��y�͂��������������B�ӵ��b�Â�(c��)�ĽӾ��˿��ϡ�PLC��I/O�������t�B�ӵ�PLC��(c��)�ĽӾ��˿��ϡ��ɂ�(g��)�Ӿ��˿��gͨ�^��о��̖��|���B��
�b�Â�(c��)�ĽӾ��˿ڵĽӾ����ӱ�횲������Ӷ��ӽY(ji��)��(g��u)���όӶ��������B��DC24V�Դ��+24V�ˣ��Ӷ��������B��DC24V�Դ��0V�ˣ����g�Ӷ��������B�Ӹ���̖����
PLC��(c��)�ĽӾ��˿ڵĽӾ����Ӳ��ÃɌӶ��ӽY(ji��)��(g��u)���όӶ��������B�Ӹ���̖��,�����̖�c�b�Â�(c��)�ĽӾ��˿ڵĽӾ�����������(y��ng)���Ӷ��������B��DC24V�Դ��+24V�˺�0V�ˡ�
�b�Â�(c��)�ĽӾ��˿ں�PLC��(c��)�ĽӾ��˿�֮�gͨ�^������|�B�ӡ�����25ᘽ��^��|�B��PLC��ݔ����̖��15ᘽ��^��|�B��PLC��ݔ����̖��
7������Դ���ⲿ����Դ�������往��AC 380V/220V�����Դ�_�P(gu��n)�x��DZ47LE-32/C32�� �����ľ�©��_�P(gu��n)��ϵ�y(t��ng)����Ҫؓ(f��)�dͨ�^�Ԅ��_�P(gu��n)�Ϊ�(d��)��늡����У�׃�l���Դͨ�^DZ47C16/3P�����Ԅ��_�P(gu��n)��늣�������վPLC������DZ47C5 /2P�����Ԅ��_�P(gu��n)��늡����⣬ϵ�y(t��ng)����4�_DC24V6A�_�P(gu��n)��(w��n)���Դ�քe�������ϡ��ӹ��ͷ֒���Ԫ����ݔ�͆�Ԫ��ֱ���Դ��
8������ϵ�y(t��ng)��ÿһ������Ԫ��횿��Գ�һ��(g��)��(d��)����ϵ�y(t��ng)��ͬ�r(sh��)Ҳ����ͨ�^�W(w��ng)�j(lu��)���B��(g��u)��һ��(g��)�ֲ�ʽ�Ŀ���ϵ�y(t��ng)��
�ٮ�(d��ng)������Ԫ�Գ�һ��(g��)��(d��)����ϵ�y(t��ng)�r(sh��)�����O(sh��)���\(y��n)�е�������̖�Լ��\(y��n)���^���еĠ�B(t��i)�@ʾ��̖����Դ��ԓ������Ԫ���oָʾ��ģ�K��ģ�K�ϵ�ָʾ���Ͱ��o�Ķ��_ȫ�������������ϡ�
�ڮ�(d��ng)��������Ԫͨ�^�W(w��ng)�j(lu��)���B��(g��u)��һ��(g��)�ֲ�ʽ�Ŀ���ϵ�y(t��ng)�r(sh��)�����ڲ������T��S7-200ϵ��PLC���O(sh��)�䡣
3���M�ɲ��ּ��g(sh��)ָ��(bi��o)
�Ԅ����a(ch��n)����(sh��)Ӗ(x��n)�����b�䑪(y��ng)������(sh��)Ӗ(x��n)����PLC����ģ�K��׃�l��ģ�K���|����ģ�K���Դģ�K���ŷ�ϵ�y(t��ng)�����φ�Ԫ��ݔ�͆�Ԫ���ӹ���Ԫ���b���Ԫ�����φ�Ԫ����������늴��y�M����ס����ߡ����Ɔ�Ԫ����X��܇��Ӌ(j��)��C(j��)���՚≺�s�C(j��)�ȽM�ɣ�����Ҫ���g(sh��)ָ��(bi��o)������ʾ��
1��PLC����ģ�K��
�ٹ�ˇ���X���⚤������Ƕ�댍(sh��)Ӗ(x��n)�_���ʽ���w��I/O�ӿ��_�ŵ�������壬���ṩ�`�Ӿ����o(h��)���ܣ����б��U(xi��n)����(250V��1A)��
�ڿ�����幤ˇ�f����2mm��ӡˢ�·���ϸ�Ĥ�����ñ���ӡˢ���g(sh��)�����C�D�η�̖����Ó�䡣
��PLC����ģ�K������
�Ԅ����a(ch��n)����(sh��)�(y��n)��(sh��)Ӗ(x��n)����ԇ�(y��n)�_��һ�N�����͵ęC(j��)�һ�w���c�Ԅӻ��a(ch��n)Ʒ���Ǟ��I(y��)ԺУ���I(y��)������Ӗ(x��n)�C(j��)��(g��u)�����Ƶģ����m�ϙC(j��)�һ�w����늚��Ԅӻ������P(gu��n)���I(y��)�Ľ̌W(xu��)����Ӗ(x��n)�����ڽӽ����I(y��)���a(ch��n)����F(xi��n)�����A(ch��)����ᘌ��̌W(xu��)����(sh��)Ӗ(x��n)Ŀ���M(j��n)���ˌ��T�O(sh��)Ӌ(j��)�Č�(sh��)Ӗ(x��n)�̌W(xu��)�O(sh��)�䣬��(qi��ng)�����Ԅӻ����a(ch��n)���İ��b�c�{(di��o)ԇ������
�Ԅ����a(ch��n)����(sh��)Ӗ(x��n)�����b��ϵ�y(t��ng)���ɣ���1�������φ�Ԫ2�����ӹ���Ԫ3�����b���Ԫ4�����֒���Ԫ5����ݔ�͆�Ԫ�ȽM��
ԓ�b�Ñ�(y��ng)����ɣ�1����؛����Ԅӹ��o2����؛����Ԅ��R�e�֒�3�����C(j��)е�ְ��\(y��n)4�����Ԅ��b��5����؛����ԄӼӹ�������ȫ�^�̡�ͬ�r(sh��)��ϵ�y(t��ng)���\(y��n)���^�̌�(sh��)��ȫ�̄�����B(t��i)�O(ji��n)�ؼ���(sh��)��(j��)�O(ji��n)�أ��������λ���������^�̡�
ϵ�y(t��ng)ƽ�_�O(sh��)Ӌ(j��)��(y��ng)���ژ�(bi��o)��(zh��n)����ģ�K�����_��ʽ�Y(ji��)��(g��u)�O(sh��)Ӌ(j��)������m��(y��ng)��ͬ�S����̖�ĸ��N������������������(zh��)������
2�������f����
1�����φ�Ԫ��������Ҫ���������ς}�д��ӹ�������ԭ�ϣ��Ԅӵ��Ƴ��������_�ϣ��Ա�ݔ�͆�Ԫ�ęC(j��)е����ץȡ��ݔ�͵�������Ԫ�ϡ�
2���ӹ���Ԫ����ԓ��Ԫ�����_�ϵĹ�����������ݔ�͆�Ԫ��ץȡ�C(j��)е���b���́����͵�?j��ng)_���C(j��)��(g��u)���棬���һ�Λ_���ӹ�������Ȼ�����ͻص������_�ϣ���ݔ�͆�Ԫ��ץȡ�C(j��)е���b��ȡ����
3���b���Ԫ����Ɍ�ԓ��Ԫ�ς}��(n��i)�ĺ�ɫ���ɫС�A������Ƕ�뵽�Ѽӹ��Ĺ����е��b���^�̡�
4���֒���Ԫ����Ɍ���һ��Ԫ�́����Ѽӹ����b��Ĺ����M(j��n)�з֒���ʹ��ͬ�ɫ�Ĺ����IJ�ͬ���ϲ۷����Ĺ��ܡ�
5��ݔ�͆�Ԫ��ͨ�^ֱ���\(y��n)�ӂ��әC(j��)��(g��u)�(q��)��ץȡ�C(j��)е���b�õ�ָ����Ԫ�������_�Ͼ��_��λ������ԓ�����_��ץȡ��������ץȡ���Ĺ���ݔ�͵�ָ�����c(di��n)Ȼ����£���(sh��)�F(xi��n)�������Ĺ��ܡ�
6��������Ԫ��늚���ƣ����O(sh��)���f�����C(j��)е�b�ú�늚���Ʋ��ֵ��������x��ÿһ������Ԫ�C(j��)е�b�����w���b�ڵװ��ϣ������ƹ�����Ԫ���a(ch��n)�^�� ��PLC�b�Ät���b�ڹ����_�ɂ�(c��)�ij�ϰ��ϡ��C(j��)е�b���ϵĸ�늴��y�͂��������������B�ӵ��b�Â�(c��)�ĽӾ��˿��ϡ�PLC��I/O�������t�B�ӵ�PLC��(c��)�ĽӾ��˿��ϡ��ɂ�(g��)�Ӿ��˿��gͨ�^��о��̖��|���B��
�b�Â�(c��)�ĽӾ��˿ڵĽӾ����ӱ�횲������Ӷ��ӽY(ji��)��(g��u)���όӶ��������B��DC24V�Դ��+24V�ˣ��Ӷ��������B��DC24V�Դ��0V�ˣ����g�Ӷ��������B�Ӹ���̖����
PLC��(c��)�ĽӾ��˿ڵĽӾ����Ӳ��ÃɌӶ��ӽY(ji��)��(g��u)���όӶ��������B�Ӹ���̖��,�����̖�c�b�Â�(c��)�ĽӾ��˿ڵĽӾ�����������(y��ng)���Ӷ��������B��DC24V�Դ��+24V�˺�0V�ˡ�
�b�Â�(c��)�ĽӾ��˿ں�PLC��(c��)�ĽӾ��˿�֮�gͨ�^������|�B�ӡ�����25ᘽ��^��|�B��PLC��ݔ����̖��15ᘽ��^��|�B��PLC��ݔ����̖��
7������Դ���ⲿ����Դ�������往��AC 380V/220V�����Դ�_�P(gu��n)�x��DZ47LE-32/C32�� �����ľ�©��_�P(gu��n)��ϵ�y(t��ng)����Ҫؓ(f��)�dͨ�^�Ԅ��_�P(gu��n)�Ϊ�(d��)��늡����У�׃�l���Դͨ�^DZ47C16/3P�����Ԅ��_�P(gu��n)��늣�������վPLC������DZ47C5 /2P�����Ԅ��_�P(gu��n)��늡����⣬ϵ�y(t��ng)����4�_DC24V6A�_�P(gu��n)��(w��n)���Դ�քe�������ϡ��ӹ��ͷ֒���Ԫ����ݔ�͆�Ԫ��ֱ���Դ��
8������ϵ�y(t��ng)��ÿһ������Ԫ��횿��Գ�һ��(g��)��(d��)����ϵ�y(t��ng)��ͬ�r(sh��)Ҳ����ͨ�^�W(w��ng)�j(lu��)���B��(g��u)��һ��(g��)�ֲ�ʽ�Ŀ���ϵ�y(t��ng)��
�ٮ�(d��ng)������Ԫ�Գ�һ��(g��)��(d��)����ϵ�y(t��ng)�r(sh��)�����O(sh��)���\(y��n)�е�������̖�Լ��\(y��n)���^���еĠ�B(t��i)�@ʾ��̖����Դ��ԓ������Ԫ���oָʾ��ģ�K��ģ�K�ϵ�ָʾ���Ͱ��o�Ķ��_ȫ�������������ϡ�
�ڮ�(d��ng)��������Ԫͨ�^�W(w��ng)�j(lu��)���B��(g��u)��һ��(g��)�ֲ�ʽ�Ŀ���ϵ�y(t��ng)�r(sh��)�����ڲ������T��S7-200ϵ��PLC���O(sh��)�䡣
3���M�ɲ��ּ��g(sh��)ָ��(bi��o)
�Ԅ����a(ch��n)����(sh��)Ӗ(x��n)�����b�䑪(y��ng)������(sh��)Ӗ(x��n)����PLC����ģ�K��׃�l��ģ�K���|����ģ�K���Դģ�K���ŷ�ϵ�y(t��ng)�����φ�Ԫ��ݔ�͆�Ԫ���ӹ���Ԫ���b���Ԫ�����φ�Ԫ����������늴��y�M����ס����ߡ����Ɔ�Ԫ����X��܇��Ӌ(j��)��C(j��)���՚≺�s�C(j��)�ȽM�ɣ�����Ҫ���g(sh��)ָ��(bi��o)������ʾ��
1��PLC����ģ�K��
�ٹ�ˇ���X���⚤������Ƕ�댍(sh��)Ӗ(x��n)�_���ʽ���w��I/O�ӿ��_�ŵ�������壬���ṩ�`�Ӿ����o(h��)���ܣ����б��U(xi��n)����(250V��1A)��
�ڿ�����幤ˇ�f����2mm��ӡˢ�·���ϸ�Ĥ�����ñ���ӡˢ���g(sh��)�����C�D�η�̖����Ó�䡣
��PLC����ģ�K������
| ��̖ | ���Q | ��̖/Ҏ(gu��)��/��̖ | ��λ | ��(sh��)�� | Ʒ�� |
| 1 | �ɾ��̿�����PLC | S7-200 SMART SR40 AC220V��� | �_ | 2 | ���T�� |
| 2 | �ɾ��̿�����PLC | S7-200 SMART ST30 AC220V��� | �_ | 1 | ���T�� |
| 3 | �ɾ��̿�����PLC | S7-200 SMART SR40 AC220V��� | �_ | 1 | ���T�� |
| 4 | �ɾ��̿�����PLC | S7-200 SMART SR40 AC220V��� | �_ | 1 | ���T�� |
2��׃�l��ģ�K��
�ٹ�ˇ���X���⚤������Ƕ�댍(sh��)Ӗ(x��n)�_���ʽ���w���ӿ��_�ŵ�������壬���ṩ�`�Ӿ����o(h��)���ܡ�
�ڿ�����幤ˇ�f����2mm��ӡˢ�·���ϸ�Ĥ�����ñ���ӡˢ���g(sh��)�����C�D�η�̖����Ó�䡣
��ģ�K�������T��V20 ׃�l����
3���|����ģ�K��
��ˇ���F�|(zh��)�⚤��ͨӍ�ӿ��D(zhu��n)����������壬�����ڌW(xu��)���Ӿ�������
ģ�K��������ͨ�B(t��i)�|����TPC7062K 7�磬65000ɫ��
4�����Ɔ�Ԫģ�K��
�ٹ�ˇ���X���⚤������Ƕ�댍(sh��)Ӗ(x��n)�_���ʽ���w��I/O�ӿ��_�ŵ�������壬���ṩ�`�Ӿ����o(h��)���ܡ�
�ڿ�����幤ˇ�f����2mm��ӡˢ�·���ϸ�Ĥ�����ñ���ӡˢ���g(sh��)�����C�D�η�̖����Ó�䡣
�������ָʾ����24VDC�����Sɫ��HL1�����Gɫ��HL2�����tɫ��HL3����һֻ�������������Gɫ���_���oSB1һֻ���tɫ���_���oSB2һֻ���x���_�P(gu��n)SA��һ���D(zhu��n)�Q�|�c(di��n)������ͣ���oQS��һ��(g��)���]�|�c(di��n)��
5�� �Դģ�K��
���Դģ�K����÷�m���m�����·����©늱��o(h��)�������U(xi��n)�����ȡ�
�ڿɹ�ֱ��24V������220V��380V늉���
6���������z�y��Ԫ��
�ٹ�늂�����/CX-441/��������/7ֻ��
�ڹ�늂�����/MHT15-N2317/2ֻ��
�۽ӽ�������/ GH1-F1710NA/1ֻ��
�ܽ��ق�����/ GH1-305QA/2ֻ��
�ݹ��w������/ E3X-NA11 E32-DC200/3ֻ��
7�����φ�Ԫ��
��Ҫ�����Qʽ��Ͳ����Ϛ�ף����Ϛ�ף����ϙz�y���������������b֧��ƽ�_,���ϙz�y�b�ò���,�����o(h��)�Ӿ����ӆ�Ԫ�ȽM�ɣ�
8��ݔ�͆�Ԫ��
���������ɶșC(j��)е�֣�ֱ��ݔ��Ԫ���������͙C(j��)��(g��u)����ܰ��b֧�ܣ�ͬ��݆��ͬ����, �����o(h��)�Ӿ����ӆ�Ԫ�ȽM�ɣ�
9���ӹ���Ԫ��
�����������_��ģ�M�_�^�͛_��, �����o(h��)�Ӿ����ӆ�Ԫ�ȽM�ɣ�
10���b���Ԫ��
�������ϙC(j��)��(g��u)�����D(zhu��n)���φ�Ԫ���C(j��)е���b���Ԫ�������_�������o(h��)�Ӿ����ӆ�Ԫ�ȽM�ɣ�
11�����φ�Ԫ��
�������͎��C(j��)��(g��u)������늙C(j��)������Ԫ���֒���ӽM�����������z�y��Ԫ�����M(j��n)�ȷ����Ͷ�λ�C(j��)��(g��u)�������o(h��)�Ӿ����ӆ�Ԫ�ȽM�ɣ�
12���ŷ�ϵ�y(t��ng)��Ԫ��
�����MHMD022P1U/ MADDT1207003
13��늴��y�M��Ԫ:
�مR����/100M-2F/1ֻ��
�څR����/100M-4F2ֻ��
�ۅR����/100M-3F/1ֻ��
�܅R����/100M-6F/1ֻ��
���p��늿ؚ��y����/4V120-M5/2ֻ��
�ކ���늿ؚ��y����/4V110-M5/16ֻ��
14�����:
�ٹP�ס�����ס����D(zhu��n)�ס������צ���p�U��ס���(d��o)�U��ס���(d��o)�U���18ֻ��
��������_�P(gu��n)�����b֧�ܣ�
15������
��횺��й����䡢��(n��i)���ǰ��֡������Q�������Q�������Q��ʮ���ݽz����һ���ݽz����б���Q��ʮ���ݽz����һ���ݽz����犱��ݽz������(y��u)�����f�ñ���
16����(sh��)Ӗ(x��n)��
�َ��L݆,�p���ij��,��ϲ��þW(w��ng)�հ�,�O(sh��)�䰲�b�`�
��1998mm×960mm×780mm�X䓽Y(ji��)��(g��u)��
17�����I(y��)���ƾW(w��ng)�j(lu��)
������վ����վ���W(w��ng)�j(lu��)��|�ȽM��PPI�W(w��ng)�j(lu��)����(sh��)�F(xi��n)�ɂ�(g��)����վ֮�g�Ĕ�(sh��)��(j��)���Q��
����վ���Ƃ}��ϵ�y(t��ng)����졢���켰�Ǝ�Ȳ�������վ����؛��ij��ϡ��R�e���z�(y��n)�Ȳ�����
4����(sh��)Ӗ(x��n)�b�ü��g(sh��)�f��
1���b���܉��PLC���Ɔ�Ԫ��׃�l����Ԫ�����M(j��n)늙C(j��)��Ԫ���|������Ԫ���{(di��o)ԇ��Ԫ���Դ��Ԫģ�K����(d��)���O(sh��)Ӌ(j��)���ȿɑ�(y��ng)���ڱ��O(sh��)���У�Ҳ�Ɍ�ģ�K�����������O(sh��)��ʹ�á�
2���b��ƽ�_�O(sh��)Ӌ(j��)��(y��ng)���ژ�(bi��o)��(zh��n)����ģ�K���O(sh��)Ӌ(j��)������m�ò�ͬ�S����̖�ĸ��N������������������(zh��)������
3���b�ÿɌ�(sh��)�F(xi��n)�ݼ���Ӗ(x��n)ģʽ���ȿ���ɸ���(g��)ģ�K����֪�R��Ӗ(x��n)��Ҳ��������P(gu��n)ģ�K��(g��u)����(f��)�s���ƻ�·���O(sh��)Ӌ(j��)���Ź�Ӗ(x��n)����
4���b���x�õ�Ԫ������(y��ng)���I(y��)������(w��n)���Լ������Ըߣ��m��(y��ng)�L�r(sh��)�g��Ӗ(x��n)��
5��ϵ�y(t��ng)��(y��ng)��ģ�M���I(y��)�Ԅӻ����a(ch��n)�������a(ch��n)���ӹ����b�䡢�֒����^�̣���(sh��)�F(xi��n)؛��Ĺ��o���R�e�����\(y��n)���֒����ӹ����b����^�̡�
6����(y��ng)���Ќ��I(y��)������Ӗ(x��n)��ϵ�y(t��ng)�M�b���{(di��o)ԇ���\(y��n)�С�ϵ�y(t��ng)���ϙz�顢�ų��;S�o(h��)���F(tu��n)�(du��)�f(xi��)����
7���b�Ñ�(y��ng)�O(sh��)Ӌ(j��)��©늱��o(h��)����·���o(h��)����ͣ���o(h��)�ȣ���ֹ�`�����������ߺ��O(sh��)�䎧����Σ�U(xi��n)��
8��ϵ�y(t��ng)��(y��ng)�����_��ʽ�Y(ji��)��(g��u)�O(sh��)Ӌ(j��)�����еĿ�����������������(zh��)�����Ŀ�����̖���Դ��̖�������ӿچ�Ԫ���ڽӿچ�Ԫ�Ͽ��ɌW(xu��)�������Ӿ���������(j��)��ͬ�Ŀ����f�������N���Ʒ�����
9���ɔU(ku��)չ�ԏ�(qi��ng)���O(sh��)���A(y��)���ɔU(ku��)չ���g���ɸ���(j��)���I(y��)�l(f��)չ�΄ݼ��Ñ��������Խ��h�M(j��n)�и��M(j��n)���U(ku��)չ��
10�����b�ò��H�m�������T��Ʒ��PLC���C(j��)����(y��ng)߀���m��������Ʒ�Ƶ�PLC��������FX2N��PLC�ȡ�
5����(sh��)Ӗ(x��n)��(n��i)���f��
1�������ں��˙C(j��)е���g(sh��)��������Ӽ��g(sh��)�������������g(sh��)������늄әC(j��)׃�l�{(di��o)�ٺͲ��M(j��n)늙C(j��)�(q��)�ӿ��ơ��|�������g(sh��)��PLC���Ƽ�ͨ�žW(w��ng)�j(lu��)�ȼ��g(sh��)���w�F(xi��n)�ˬF(xi��n)������I(y��)���a(ch��n)�^�̵�������
���φ�Ԫ�İ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)��
��1���ӹ���Ԫ�İ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)��2���b���Ԫ�İ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)��3���֒���Ԫ�İ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)��4��ݔ�͆�Ԫ�İ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)��5���Ԅ����a(ch��n)�����Ƶİ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)
2�����f�������w�Y(ji��)��(g��u)��횞��_��ʽ�Ͳ��bʽ���ܷ���ظ��Qģ�K�����������a(ch��n)�Թ��ܺ����όW(xu��)��(x��)���ܵ�ԭ�t�_��ģ�K��(n��i)�ݣ�ʹ�̌W(xu��)��ِ�r(sh��)�ɷ�����x����Ҫ��ģ�K���O(sh��)��ĔU(ku��)չ�Ժ������ԏ�(qi��ng)���磺��1������Q��U(ku��)չ������Ԫ��2��늚�������F(xi��n)��������3����λģ�K�������ŷ�늙C(j��)��
3�������ڽ̌W(xu��)���ɰ������^�̌�(d��o)���W(xu��)�Y(ji��)�ϵ�ģʽҎ(gu��)���̌W(xu��)��ӣ�������¹����΄�(w��)��
1�����ϵ�y(t��ng)�İ��b�c�{(di��o)ԇ�(xi��ng)Ŀ��
��1����ӷ�����ƻ�·�İ��b��2������ٶȿ��ƻ�·�İ��b��3���[�ӿ��ƻ�·�İ��b��4����������ƻ�·�İ��b��5����әC(j��)е���b�õİ��b��6�����ϵ�y(t��ng)���b�c�{(di��o)ԇ��7����ӾC��ϵ�y(t��ng)���O(sh��)Ӌ(j��)�c���b
2��늚�����·�İ��b��PLC�����(xi��ng)Ŀ��
��1������늄әC(j��)�����D(zhu��n)�����·���B���c���Ƴ�����2�� ����늄әC(j��)�����·���B���c���Ƴ�����3��늄әC(j��)�{(di��o)�ٿ����·���B���c���Ƴ�����4��׃�l��ģ�M�����Ƶ��B���c���Ƴ�����ͨ�^���ɿھ��̌�(sh��)�F(xi��n) ׃�l���W(w��ng)�j(lu��)���ƣ�5����PLC�}�_ݔ����λģ�K�������ŷ�늙C(j��)�ļ��g(sh��)���U(ku��)չ����6���ŷ�늙C(j��)�����·���B���c����(sh��)�O(sh��)�ã�7��PLC���ƾW(w��ng)�j(lu��)���Ƽ��g(sh��) ��8����ӷ�����Ƴ�����9��������������Ƴ�����10����әC(j��)е�ֿ��Ƴ�����11��Ƥ��ݔ�͙C(j��)���Ƴ�����12���C(j��)�һ�w���O(sh��)����Ƴ� ����13���Ԅ����a(ch��n)�����Ƴ�����
3��PLCͨӍ�W(w��ng)�j(lu��)�İ��b�������Ƽ��{(di��o)ԇ��
��1��PLC���Ƽ��g(sh��)---485ͨ�ż��g(sh��)�ľ��̺��{(di��o)ԇ��2��PLC���Ƽ��g(sh��)---�F(xi��n)������ͨ�ż��g(sh��)�ľ��̺��{(di��o)ԇ���U(ku��)չ��
4���C(j��)��O(sh��)�䰲�b�c�{(di��o)ԇ�(xi��ng)Ŀ��
��1�������b��ͬ�S�ȵ��{(di��o)����2�����φ�Ԫ�ęC(j��)е���b�c�{(di��o)����3���ӹ���Ԫ�ęC(j��)е���b�c�{(di��o)����4���b���Ԫ�ęC(j��)е���b�c�{(di��o)����5���֒���Ԫ�ęC(j��)е���b�c�{(di��o)����6��ݔ�͆�Ԫ�ęC(j��)е���b�c�{(di��o)ԇ��7���Ԅ����a(ch��n)���O(sh��)�䰲�b�c�{(di��o)ԇ
5�������b�����ڿ��˻��ܸ�ِ���ɿ�����I(y��)������
��1���C(j��)е��(g��u)�����b���c�{(di��o)��������2�� �C(j��)��O(sh��)��İ��b�c�{(di��o)ԇ������3���·���b������4�����ϵ�y(t��ng)�İ��b�c�{(di��o)ԇ������5��׃�l�����Ԅ����a(ch��n)����ʹ��������6���ŷ�늙C(j��)���Ԅ����a(ch��n)����ʹ������ ��7��PLCģ�M���������Ԅ����a(ch��n)����ʹ��������8���C(j��)�һ�w���O(sh��)��Ŀ��Ƴ���ľ���������9���Ԅӿ���ϵ�y(t��ng)�İ��b�c�{(di��o)ԇ������10��PLC�W(w��ng)�j(lu��)�İ��b�� �����c�{(di��o)ԇ������11���˙C(j��)���桢�M�B(t��i)���g(sh��)�ľ����c�{(di��o)ԇ������12�����χ����I(y��)���g(sh��)��(bi��o)��(zh��n)“�ɾ������O(sh��)Ӌ(j��)��������(bi��o)��(zh��n)
6���Ԅӿ��ƌ�(sh��)Ӗ(x��n)��(n��i)�ݣ�
1�������ں��˙C(j��)е���g(sh��)��������Ӽ��g(sh��)�������������g(sh��)������늄әC(j��)׃�l�{(di��o)�ٺͲ��M(j��n)늙C(j��)�(q��)�ӿ��ơ��|�������g(sh��)��PLC���Ƽ�ͨ�žW(w��ng)�j(lu��)�ȼ��g(sh��)���w�F(xi��n)�ˬF(xi��n)������I(y��)���a(ch��n)�^�̵�������
һ���Ԅ����a(ch��n)��ϵ�y(t��ng)�IJ��b�c�{(di��o)ԇ��
��1�����φ�Ԫ�İ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)��
��2���ӹ���Ԫ�İ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)
��3���b���Ԫ�İ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)
��4���֒���Ԫ�İ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)
��5��ݔ�͆�Ԫ�İ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)
��6���Ԅ����a(ch��n)�����Ƶİ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)
�������w�Y(ji��)��(g��u)��횞��_��ʽ�Ͳ��bʽ���ܷ���ظ��Qģ�K�����������a(ch��n)�Թ��ܺ����όW(xu��)��(x��)���ܵ�ԭ�t�_��ģ�K��(n��i)�ݣ�ʹ�̌W(xu��)��ِ�r(sh��)�ɷ�����x����Ҫ��ģ�K���O(sh��)��ĔU(ku��)չ�Ժ������ԏ�(qi��ng)���磺
��1������Q��U(ku��)չ������Ԫ
��2��늚�������F(xi��n)������
��3����λģ�K�������ŷ�늙C(j��)��
�������ڽ̌W(xu��)���ɰ������^�̌�(d��o)���W(xu��)�Y(ji��)�ϵ�ģʽҎ(gu��)���̌W(xu��)��ӣ�������¹����΄�(w��)��
1�����ϵ�y(t��ng)�İ��b�c�{(di��o)ԇ�(xi��ng)Ŀ��
��1����ӷ�����ƻ�·�İ��b
��2������ٶȿ��ƻ�·�İ��b
��3���[�ӿ��ƻ�·�İ��b
��4����������ƻ�·�İ��b
��5����әC(j��)е���b�õİ��b
��6�����ϵ�y(t��ng)���b�c�{(di��o)ԇ
��7����ӾC��ϵ�y(t��ng)���O(sh��)Ӌ(j��)�c���b
2��늚�����·�İ��b��PLC�����(xi��ng)Ŀ��
��1������늄әC(j��)�����D(zhu��n)�����·���B���c���Ƴ���
��2�� ����늄әC(j��)�����·���B���c���Ƴ���
��3��늄әC(j��)�{(di��o)�ٿ����·���B���c���Ƴ���
��4��׃�l��ģ�M�����Ƶ��B���c���Ƴ�����ͨ�^���ɿھ��̌�(sh��)�F(xi��n) ׃�l���W(w��ng)�j(lu��)����
��5����PLC�}�_ݔ����λģ�K�������ŷ�늙C(j��)�ļ��g(sh��)���U(ku��)չ��
��6���ŷ�늙C(j��)�����·���B���c����(sh��)�O(sh��)��
��7��PLC���ƾW(w��ng)�j(lu��)���Ƽ��g(sh��)
��8����ӷ�����Ƴ���
��9��������������Ƴ���
��10����әC(j��)е�ֿ��Ƴ���
��11��Ƥ��ݔ�͙C(j��)���Ƴ���
��12���C(j��)�һ�w���O(sh��)����Ƴ���
��13���Ԅ����a(ch��n)�����Ƴ�����
3��PLCͨӍ�W(w��ng)�j(lu��)�İ��b�������Ƽ��{(di��o)ԇ��
��1��PLC���Ƽ��g(sh��)---485ͨ�ż��g(sh��)�ľ��̺��{(di��o)ԇ
��2��PLC���Ƽ��g(sh��)---�F(xi��n)������ͨ�ż��g(sh��)�ľ��̺��{(di��o)ԇ���U(ku��)չ��
4���C(j��)��O(sh��)�䰲�b�c�{(di��o)ԇ�(xi��ng)Ŀ��
��1�������b��ͬ�S�ȵ��{(di��o)��
��2�����φ�Ԫ�ęC(j��)е���b�c�{(di��o)��
��3���ӹ���Ԫ�ęC(j��)е���b�c�{(di��o)����
4���b���Ԫ�ęC(j��)е���b�c�{(di��o)��
��5���֒���Ԫ�ęC(j��)е���b�c�{(di��o)��
��6��ݔ�͆�Ԫ�ęC(j��)е���b�c�{(di��o)ԇ
��7���Ԅ����a(ch��n)���O(sh��)�䰲�b�c�{(di��o)ԇ
5�������b�����ڿ��˻��ܱ�ِ���ɿ�����I(y��)������
��1���C(j��)�(g��u)�����b���c�{(di��o)������
��2�� �C(j��)��O(sh��)��İ��b�c�{(di��o)ԇ����
��3���·���b����
��4�����ϵ�y(t��ng)�İ��b�c�{(di��o)ԇ����
��5��׃�l�����Ԅ����a(ch��n)����ʹ������
��6���ŷ�늙C(j��)���Ԅ����a(ch��n)����ʹ������
��7��PLCģ�M���������Ԅ����a(ch��n)����ʹ������
��8���C(j��)�һ�w���O(sh��)��Ŀ��Ƴ���ľ�������
��9���Ԅӿ���ϵ�y(t��ng)�İ��b�c�{(di��o)ԇ����
��10��PLC�W(w��ng)�j(lu��)�İ��b�� �����c�{(di��o)ԇ����
��11���˙C(j��)���桢�M�B(t��i)���g(sh��)�ľ����c�{(di��o)ԇ����
��12�����χ����I(y��)���g(sh��)��(bi��o)��(zh��n)“�ɾ������O(sh��)Ӌ(j��)��������(bi��o)��(zh��n)
7���Ԅӿ��ƈ�(zh��)��ܛ��
1�� ܛ����C/S�ܘ�(g��u)���\(y��n)���ھ���W(w��ng)��(n��i)���֞�̎��C(j��)�c�W(xu��)���C(j��)���̎��C(j��)�������(w��)����Ҫ���й���W(xu��)���ˣ�ӛ䛌W(xu��)���\(y��n)���c����ӛ䛵Ȼ��A(ch��)���ܡ�
2�� �̎��˾��нy(t��ng)Ӌ(j��)�W(xu��)���ھ����x����r�Ĺ��ܡ�
3�� ܛ���ṩ�Ӿ�����̖�a���Զ��x�O(sh��)�ù��ܣ�ÿ����(d��o)���B����ɺ������Ñ�ݔ��̖�a�ܣ�ݔ���(n��i)��(sh��)�r(sh��)�@ʾ�ڌ�(d��o)�������ϡ�
4�� �̎��˾����@ʾ����(w��)��IP���˿ڹ��ܣ���Ҫ�r(sh��)�������O(sh��)�ý̎��C(j��)�˿ڡ�
5�� ܛ��ʹ�����S�����_�l(f��)������̓�M��(sh��)Ӗ(x��n)�ң��Ñ�����̓�M��(sh��)Ӗ(x��n)�����������Σ�����·����·�B��,���a(ch��n)���O(sh��)���{(di��o)ԇ��Ӗ(x��n)���΄�(w��)��
6�� ܛ���ṩ�Ӿ�����(x��)���ܣ��Ñ����������x��(d��o)���ɫ��
7�� ܛ����(sh��)�F(xi��n)�c����PLCܛ��֮�g��ͨӍ���Ñ��������ɾ�PLC����ͨ�^����PLCܛ������̓�MԪ�����\(y��n)�D(zhu��n)��
8�� �̎��˾���������(d��o)��W(xu��)����Ϣ�Ĺ��ܣ��W(xu��)����Ϣ�����W(xu��)���������W(xu��)̖����ɫ����ȃ�(n��i)�ݡ�
9�� ܛ���ṩҎ(gu��)���ĸ�վ늚�ԭ��D���Ñ�����(j��)늚�ԭ��D�M(j��n)�нӾ���
10�� ܛ���ṩ��(d��o)���h�����ܣ��Ñ����Ԅh���e(cu��)�`��(d��o)����
11�� ܛ���ṩ̓�M�f�ñ����ܣ��f�ñ팍(sh��)�F(xi��n)늉�������С�cͨ���y����
12�� ܛ���ṩ�O(sh��)���·�{(di��o)ԇ���ܣ��Ñ�����·��·�B�Ӻ����ͨ��\(y��n)���O(sh��)�䡣
13�� ܛ����ͨ��\(y��n)�е��O(sh��)�������Ŀ�Ġ�B(t��i)�@ʾ��ͨ늵��B�Ӷ��������@�ľ�ʾ�ɫ��
14�� ܛ���ṩ�O(sh��)���·�{(di��o)ԇ���ܣ���·��B(t��i)���ГQ�������@��ʾ��ܛ���ṩͨ�^���늴��y���քӓ��o�ГQ��·��B(t��i)��
15�� ܛ��̓�M�����ԭ������(d��ng)��חU����r(sh��)���Ƅӹ������_(d��)ָ��λ�á�
16�� ܛ��̓�M׃�l�����ܣ��(q��)�����ཻ��늙C(j��)�����D(zhu��n)�����D(zhu��n)��
17�� ܛ��̓�M��(sh��)�F(xi��n)������PLC����ܛ���о�׃�l������ָ�ͨ�^PLC��RS485�˿ڿ���׃�l���(q��)��늙C(j��)���D(zhu��n)�����D(zhu��n)��
18�� ܛ��̓�M��(sh��)�F(xi��n)���a���}�_����Ӌ(j��)��(sh��)���ܣ��}�_��(sh��)��(j��)�܌�(sh��)�r(sh��)��ݔ�oPLC����PLC���@ʾ��
19�� ܛ��̓�M�_�P(gu��n)�Դ���ܣ���(sh��)�F(xi��n)�ɽ���늵�ֱ��늵��D(zhu��n)�Q��
20�� ܛ���ṩ�O(sh��)���·ԭ��D���Ñ��ɸ���(j��)�O(sh��)���·ԭ��D�B�Ӛ�·��Ҳ�������B�ӡ�
21�� ܛ��̓�M��(sh��)�F(xi��n)PLC��N:Nͨ�Ź��ܣ�ÿ��(g��)С�M�����\(y��n)��һ��(g��)����վ������վ֮�g����ͨ�ţ���K���傀(g��)С�M���傀(g��)����վ��ͬ����Ԅ����a(ch��n)���O(sh��)����\(y��n)�п��ơ�
22�� ܛ��̓�M�������b����O(sh��)�ã������ɫ�����|(zh��)�Ȍ��ԡ�ÿ��(g��)����վ�����O(sh��)�ù����������֧�θ�վ�{(di��o)ԇ��
23�� ܛ��̓�M���ʽ��������������Ч�z�y���x��ܙz�y�����w���h(yu��n)�x�t�o��̖ݔ����
24�� ܛ��̓�M���wʽ���������ܙz�y���w�ɫ�����w���Пo��
25�� ܛ��̓�M�ŷ�����������PLC�о��}�_����ָ������ŷ��Ŵ����(q��)���ŷ�늙C(j��)���D(zhu��n)��
26�� ܛ����(sh��)�F(xi��n)PLC�}�_ݔ�����ܣ���PLC�о��}�_����ָ������ŷ��\(y��n)�У��}�_ݔ���c(di��n)�c�挍(sh��)PLCһ�¡�
27�� ܛ��̓�MPLCλ�ÿ��ƹ��ܣ�����ݔ��վ�M(j��n)��ݔ������
28�� ܛ��̓�M����վ��Ϛ����τ�����ʹ���ӹ����������¡�
29�� ܛ��̓�M�����_�P(gu��n)���ܣ���(d��ng)���̎�������s�ؠ�B(t��i)�r(sh��)����ݔ���_�P(gu��n)��̖��
30�� С�M֮�g�M(j��n)�����a(ch��n)���O(sh��)��C���{(di��o)ԇ�r(sh��)��ܛ����(sh��)�r(sh��)�@ʾ����С�M�·�B�ӡ���·�B�ӡ��\(y��n)�Р�B(t��i)��
31�� ܛ��̓�M�Ԅ����a(ch��n)����վ���b��ÿ��(g��)����վ��ж��������Y(ji��)��(g��u)��
32�� ��վ���b�r(sh��)����չ�F(xi��n)��վ��ж������A(ch��)�Y(ji��)��(g��u)���^�̄Ӯ�����ж�r(sh��)����չ�F(xi��n)��վ�b����ɕr(sh��)�ĄӮ���
33�� ���b�^�������m��(d��ng)��ʾ�����в��b�M(j��n)���@ʾ��
34�� ܛ��̓�M������վ��ը�D��֧��360°���D(zhu��n)�鿴Ԕ��(x��)�Y(ji��)��(g��u)��
35�� ܛ��֧���w��ҕ�ǣ��������M(j��n)���O(sh��)���(n��i)���鿴��Ԕ��(x��)�Y(ji��)��(g��u)��
36�� ܛ��̓�M�[�Ӛ�ף��D(zhu��n)��ݔ������
37�� ܛ��̓�M�����ӹ�׃���^�̡�
38�� ܛ��̓�M�֒�վ�֒��^�̣�����(j��)�����ɫ�����ϲ�ͬ����(j��ng)���p���Ú�����벻ͬ�֒����^�̡�
�ٹ�ˇ���X���⚤������Ƕ�댍(sh��)Ӗ(x��n)�_���ʽ���w���ӿ��_�ŵ�������壬���ṩ�`�Ӿ����o(h��)���ܡ�
�ڿ�����幤ˇ�f����2mm��ӡˢ�·���ϸ�Ĥ�����ñ���ӡˢ���g(sh��)�����C�D�η�̖����Ó�䡣
��ģ�K�������T��V20 ׃�l����
3���|����ģ�K��
��ˇ���F�|(zh��)�⚤��ͨӍ�ӿ��D(zhu��n)����������壬�����ڌW(xu��)���Ӿ�������
ģ�K��������ͨ�B(t��i)�|����TPC7062K 7�磬65000ɫ��
4�����Ɔ�Ԫģ�K��
�ٹ�ˇ���X���⚤������Ƕ�댍(sh��)Ӗ(x��n)�_���ʽ���w��I/O�ӿ��_�ŵ�������壬���ṩ�`�Ӿ����o(h��)���ܡ�
�ڿ�����幤ˇ�f����2mm��ӡˢ�·���ϸ�Ĥ�����ñ���ӡˢ���g(sh��)�����C�D�η�̖����Ó�䡣
�������ָʾ����24VDC�����Sɫ��HL1�����Gɫ��HL2�����tɫ��HL3����һֻ�������������Gɫ���_���oSB1һֻ���tɫ���_���oSB2һֻ���x���_�P(gu��n)SA��һ���D(zhu��n)�Q�|�c(di��n)������ͣ���oQS��һ��(g��)���]�|�c(di��n)��
5�� �Դģ�K��
���Դģ�K����÷�m���m�����·����©늱��o(h��)�������U(xi��n)�����ȡ�
�ڿɹ�ֱ��24V������220V��380V늉���
6���������z�y��Ԫ��
�ٹ�늂�����/CX-441/��������/7ֻ��
�ڹ�늂�����/MHT15-N2317/2ֻ��
�۽ӽ�������/ GH1-F1710NA/1ֻ��
�ܽ��ق�����/ GH1-305QA/2ֻ��
�ݹ��w������/ E3X-NA11 E32-DC200/3ֻ��
7�����φ�Ԫ��
��Ҫ�����Qʽ��Ͳ����Ϛ�ף����Ϛ�ף����ϙz�y���������������b֧��ƽ�_,���ϙz�y�b�ò���,�����o(h��)�Ӿ����ӆ�Ԫ�ȽM�ɣ�
8��ݔ�͆�Ԫ��
���������ɶșC(j��)е�֣�ֱ��ݔ��Ԫ���������͙C(j��)��(g��u)����ܰ��b֧�ܣ�ͬ��݆��ͬ����, �����o(h��)�Ӿ����ӆ�Ԫ�ȽM�ɣ�
9���ӹ���Ԫ��
�����������_��ģ�M�_�^�͛_��, �����o(h��)�Ӿ����ӆ�Ԫ�ȽM�ɣ�
10���b���Ԫ��
�������ϙC(j��)��(g��u)�����D(zhu��n)���φ�Ԫ���C(j��)е���b���Ԫ�������_�������o(h��)�Ӿ����ӆ�Ԫ�ȽM�ɣ�
11�����φ�Ԫ��
�������͎��C(j��)��(g��u)������늙C(j��)������Ԫ���֒���ӽM�����������z�y��Ԫ�����M(j��n)�ȷ����Ͷ�λ�C(j��)��(g��u)�������o(h��)�Ӿ����ӆ�Ԫ�ȽM�ɣ�
12���ŷ�ϵ�y(t��ng)��Ԫ��
�����MHMD022P1U/ MADDT1207003
13��늴��y�M��Ԫ:
�مR����/100M-2F/1ֻ��
�څR����/100M-4F2ֻ��
�ۅR����/100M-3F/1ֻ��
�܅R����/100M-6F/1ֻ��
���p��늿ؚ��y����/4V120-M5/2ֻ��
�ކ���늿ؚ��y����/4V110-M5/16ֻ��
14�����:
�ٹP�ס�����ס����D(zhu��n)�ס������צ���p�U��ס���(d��o)�U��ס���(d��o)�U���18ֻ��
��������_�P(gu��n)�����b֧�ܣ�
15������
��횺��й����䡢��(n��i)���ǰ��֡������Q�������Q�������Q��ʮ���ݽz����һ���ݽz����б���Q��ʮ���ݽz����һ���ݽz����犱��ݽz������(y��u)�����f�ñ���
16����(sh��)Ӗ(x��n)��
�َ��L݆,�p���ij��,��ϲ��þW(w��ng)�հ�,�O(sh��)�䰲�b�`�
��1998mm×960mm×780mm�X䓽Y(ji��)��(g��u)��
17�����I(y��)���ƾW(w��ng)�j(lu��)
������վ����վ���W(w��ng)�j(lu��)��|�ȽM��PPI�W(w��ng)�j(lu��)����(sh��)�F(xi��n)�ɂ�(g��)����վ֮�g�Ĕ�(sh��)��(j��)���Q��
����վ���Ƃ}��ϵ�y(t��ng)����졢���켰�Ǝ�Ȳ�������վ����؛��ij��ϡ��R�e���z�(y��n)�Ȳ�����
4����(sh��)Ӗ(x��n)�b�ü��g(sh��)�f��
1���b���܉��PLC���Ɔ�Ԫ��׃�l����Ԫ�����M(j��n)늙C(j��)��Ԫ���|������Ԫ���{(di��o)ԇ��Ԫ���Դ��Ԫģ�K����(d��)���O(sh��)Ӌ(j��)���ȿɑ�(y��ng)���ڱ��O(sh��)���У�Ҳ�Ɍ�ģ�K�����������O(sh��)��ʹ�á�
2���b��ƽ�_�O(sh��)Ӌ(j��)��(y��ng)���ژ�(bi��o)��(zh��n)����ģ�K���O(sh��)Ӌ(j��)������m�ò�ͬ�S����̖�ĸ��N������������������(zh��)������
3���b�ÿɌ�(sh��)�F(xi��n)�ݼ���Ӗ(x��n)ģʽ���ȿ���ɸ���(g��)ģ�K����֪�R��Ӗ(x��n)��Ҳ��������P(gu��n)ģ�K��(g��u)����(f��)�s���ƻ�·���O(sh��)Ӌ(j��)���Ź�Ӗ(x��n)����
4���b���x�õ�Ԫ������(y��ng)���I(y��)������(w��n)���Լ������Ըߣ��m��(y��ng)�L�r(sh��)�g��Ӗ(x��n)��
5��ϵ�y(t��ng)��(y��ng)��ģ�M���I(y��)�Ԅӻ����a(ch��n)�������a(ch��n)���ӹ����b�䡢�֒����^�̣���(sh��)�F(xi��n)؛��Ĺ��o���R�e�����\(y��n)���֒����ӹ����b����^�̡�
6����(y��ng)���Ќ��I(y��)������Ӗ(x��n)��ϵ�y(t��ng)�M�b���{(di��o)ԇ���\(y��n)�С�ϵ�y(t��ng)���ϙz�顢�ų��;S�o(h��)���F(tu��n)�(du��)�f(xi��)����
7���b�Ñ�(y��ng)�O(sh��)Ӌ(j��)��©늱��o(h��)����·���o(h��)����ͣ���o(h��)�ȣ���ֹ�`�����������ߺ��O(sh��)�䎧����Σ�U(xi��n)��
8��ϵ�y(t��ng)��(y��ng)�����_��ʽ�Y(ji��)��(g��u)�O(sh��)Ӌ(j��)�����еĿ�����������������(zh��)�����Ŀ�����̖���Դ��̖�������ӿچ�Ԫ���ڽӿچ�Ԫ�Ͽ��ɌW(xu��)�������Ӿ���������(j��)��ͬ�Ŀ����f�������N���Ʒ�����
9���ɔU(ku��)չ�ԏ�(qi��ng)���O(sh��)���A(y��)���ɔU(ku��)չ���g���ɸ���(j��)���I(y��)�l(f��)չ�΄ݼ��Ñ��������Խ��h�M(j��n)�и��M(j��n)���U(ku��)չ��
10�����b�ò��H�m�������T��Ʒ��PLC���C(j��)����(y��ng)߀���m��������Ʒ�Ƶ�PLC��������FX2N��PLC�ȡ�
5����(sh��)Ӗ(x��n)��(n��i)���f��
1�������ں��˙C(j��)е���g(sh��)��������Ӽ��g(sh��)�������������g(sh��)������늄әC(j��)׃�l�{(di��o)�ٺͲ��M(j��n)늙C(j��)�(q��)�ӿ��ơ��|�������g(sh��)��PLC���Ƽ�ͨ�žW(w��ng)�j(lu��)�ȼ��g(sh��)���w�F(xi��n)�ˬF(xi��n)������I(y��)���a(ch��n)�^�̵�������
���φ�Ԫ�İ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)��
��1���ӹ���Ԫ�İ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)��2���b���Ԫ�İ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)��3���֒���Ԫ�İ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)��4��ݔ�͆�Ԫ�İ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)��5���Ԅ����a(ch��n)�����Ƶİ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)
2�����f�������w�Y(ji��)��(g��u)��횞��_��ʽ�Ͳ��bʽ���ܷ���ظ��Qģ�K�����������a(ch��n)�Թ��ܺ����όW(xu��)��(x��)���ܵ�ԭ�t�_��ģ�K��(n��i)�ݣ�ʹ�̌W(xu��)��ِ�r(sh��)�ɷ�����x����Ҫ��ģ�K���O(sh��)��ĔU(ku��)չ�Ժ������ԏ�(qi��ng)���磺��1������Q��U(ku��)չ������Ԫ��2��늚�������F(xi��n)��������3����λģ�K�������ŷ�늙C(j��)��
3�������ڽ̌W(xu��)���ɰ������^�̌�(d��o)���W(xu��)�Y(ji��)�ϵ�ģʽҎ(gu��)���̌W(xu��)��ӣ�������¹����΄�(w��)��
1�����ϵ�y(t��ng)�İ��b�c�{(di��o)ԇ�(xi��ng)Ŀ��
��1����ӷ�����ƻ�·�İ��b��2������ٶȿ��ƻ�·�İ��b��3���[�ӿ��ƻ�·�İ��b��4����������ƻ�·�İ��b��5����әC(j��)е���b�õİ��b��6�����ϵ�y(t��ng)���b�c�{(di��o)ԇ��7����ӾC��ϵ�y(t��ng)���O(sh��)Ӌ(j��)�c���b
2��늚�����·�İ��b��PLC�����(xi��ng)Ŀ��
��1������늄әC(j��)�����D(zhu��n)�����·���B���c���Ƴ�����2�� ����늄әC(j��)�����·���B���c���Ƴ�����3��늄әC(j��)�{(di��o)�ٿ����·���B���c���Ƴ�����4��׃�l��ģ�M�����Ƶ��B���c���Ƴ�����ͨ�^���ɿھ��̌�(sh��)�F(xi��n) ׃�l���W(w��ng)�j(lu��)���ƣ�5����PLC�}�_ݔ����λģ�K�������ŷ�늙C(j��)�ļ��g(sh��)���U(ku��)չ����6���ŷ�늙C(j��)�����·���B���c����(sh��)�O(sh��)�ã�7��PLC���ƾW(w��ng)�j(lu��)���Ƽ��g(sh��) ��8����ӷ�����Ƴ�����9��������������Ƴ�����10����әC(j��)е�ֿ��Ƴ�����11��Ƥ��ݔ�͙C(j��)���Ƴ�����12���C(j��)�һ�w���O(sh��)����Ƴ� ����13���Ԅ����a(ch��n)�����Ƴ�����
3��PLCͨӍ�W(w��ng)�j(lu��)�İ��b�������Ƽ��{(di��o)ԇ��
��1��PLC���Ƽ��g(sh��)---485ͨ�ż��g(sh��)�ľ��̺��{(di��o)ԇ��2��PLC���Ƽ��g(sh��)---�F(xi��n)������ͨ�ż��g(sh��)�ľ��̺��{(di��o)ԇ���U(ku��)չ��
4���C(j��)��O(sh��)�䰲�b�c�{(di��o)ԇ�(xi��ng)Ŀ��
��1�������b��ͬ�S�ȵ��{(di��o)����2�����φ�Ԫ�ęC(j��)е���b�c�{(di��o)����3���ӹ���Ԫ�ęC(j��)е���b�c�{(di��o)����4���b���Ԫ�ęC(j��)е���b�c�{(di��o)����5���֒���Ԫ�ęC(j��)е���b�c�{(di��o)����6��ݔ�͆�Ԫ�ęC(j��)е���b�c�{(di��o)ԇ��7���Ԅ����a(ch��n)���O(sh��)�䰲�b�c�{(di��o)ԇ
5�������b�����ڿ��˻��ܸ�ِ���ɿ�����I(y��)������
��1���C(j��)е��(g��u)�����b���c�{(di��o)��������2�� �C(j��)��O(sh��)��İ��b�c�{(di��o)ԇ������3���·���b������4�����ϵ�y(t��ng)�İ��b�c�{(di��o)ԇ������5��׃�l�����Ԅ����a(ch��n)����ʹ��������6���ŷ�늙C(j��)���Ԅ����a(ch��n)����ʹ������ ��7��PLCģ�M���������Ԅ����a(ch��n)����ʹ��������8���C(j��)�һ�w���O(sh��)��Ŀ��Ƴ���ľ���������9���Ԅӿ���ϵ�y(t��ng)�İ��b�c�{(di��o)ԇ������10��PLC�W(w��ng)�j(lu��)�İ��b�� �����c�{(di��o)ԇ������11���˙C(j��)���桢�M�B(t��i)���g(sh��)�ľ����c�{(di��o)ԇ������12�����χ����I(y��)���g(sh��)��(bi��o)��(zh��n)“�ɾ������O(sh��)Ӌ(j��)��������(bi��o)��(zh��n)
6���Ԅӿ��ƌ�(sh��)Ӗ(x��n)��(n��i)�ݣ�
1�������ں��˙C(j��)е���g(sh��)��������Ӽ��g(sh��)�������������g(sh��)������늄әC(j��)׃�l�{(di��o)�ٺͲ��M(j��n)늙C(j��)�(q��)�ӿ��ơ��|�������g(sh��)��PLC���Ƽ�ͨ�žW(w��ng)�j(lu��)�ȼ��g(sh��)���w�F(xi��n)�ˬF(xi��n)������I(y��)���a(ch��n)�^�̵�������
һ���Ԅ����a(ch��n)��ϵ�y(t��ng)�IJ��b�c�{(di��o)ԇ��
��1�����φ�Ԫ�İ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)��
��2���ӹ���Ԫ�İ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)
��3���b���Ԫ�İ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)
��4���֒���Ԫ�İ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)
��5��ݔ�͆�Ԫ�İ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)
��6���Ԅ����a(ch��n)�����Ƶİ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)
�������w�Y(ji��)��(g��u)��횞��_��ʽ�Ͳ��bʽ���ܷ���ظ��Qģ�K�����������a(ch��n)�Թ��ܺ����όW(xu��)��(x��)���ܵ�ԭ�t�_��ģ�K��(n��i)�ݣ�ʹ�̌W(xu��)��ِ�r(sh��)�ɷ�����x����Ҫ��ģ�K���O(sh��)��ĔU(ku��)չ�Ժ������ԏ�(qi��ng)���磺
��1������Q��U(ku��)չ������Ԫ
��2��늚�������F(xi��n)������
��3����λģ�K�������ŷ�늙C(j��)��
�������ڽ̌W(xu��)���ɰ������^�̌�(d��o)���W(xu��)�Y(ji��)�ϵ�ģʽҎ(gu��)���̌W(xu��)��ӣ�������¹����΄�(w��)��
1�����ϵ�y(t��ng)�İ��b�c�{(di��o)ԇ�(xi��ng)Ŀ��
��1����ӷ�����ƻ�·�İ��b
��2������ٶȿ��ƻ�·�İ��b
��3���[�ӿ��ƻ�·�İ��b
��4����������ƻ�·�İ��b
��5����әC(j��)е���b�õİ��b
��6�����ϵ�y(t��ng)���b�c�{(di��o)ԇ
��7����ӾC��ϵ�y(t��ng)���O(sh��)Ӌ(j��)�c���b
2��늚�����·�İ��b��PLC�����(xi��ng)Ŀ��
��1������늄әC(j��)�����D(zhu��n)�����·���B���c���Ƴ���
��2�� ����늄әC(j��)�����·���B���c���Ƴ���
��3��늄әC(j��)�{(di��o)�ٿ����·���B���c���Ƴ���
��4��׃�l��ģ�M�����Ƶ��B���c���Ƴ�����ͨ�^���ɿھ��̌�(sh��)�F(xi��n) ׃�l���W(w��ng)�j(lu��)����
��5����PLC�}�_ݔ����λģ�K�������ŷ�늙C(j��)�ļ��g(sh��)���U(ku��)չ��
��6���ŷ�늙C(j��)�����·���B���c����(sh��)�O(sh��)��
��7��PLC���ƾW(w��ng)�j(lu��)���Ƽ��g(sh��)
��8����ӷ�����Ƴ���
��9��������������Ƴ���
��10����әC(j��)е�ֿ��Ƴ���
��11��Ƥ��ݔ�͙C(j��)���Ƴ���
��12���C(j��)�һ�w���O(sh��)����Ƴ���
��13���Ԅ����a(ch��n)�����Ƴ�����
3��PLCͨӍ�W(w��ng)�j(lu��)�İ��b�������Ƽ��{(di��o)ԇ��
��1��PLC���Ƽ��g(sh��)---485ͨ�ż��g(sh��)�ľ��̺��{(di��o)ԇ
��2��PLC���Ƽ��g(sh��)---�F(xi��n)������ͨ�ż��g(sh��)�ľ��̺��{(di��o)ԇ���U(ku��)չ��
4���C(j��)��O(sh��)�䰲�b�c�{(di��o)ԇ�(xi��ng)Ŀ��
��1�������b��ͬ�S�ȵ��{(di��o)��
��2�����φ�Ԫ�ęC(j��)е���b�c�{(di��o)��
��3���ӹ���Ԫ�ęC(j��)е���b�c�{(di��o)����
4���b���Ԫ�ęC(j��)е���b�c�{(di��o)��
��5���֒���Ԫ�ęC(j��)е���b�c�{(di��o)��
��6��ݔ�͆�Ԫ�ęC(j��)е���b�c�{(di��o)ԇ
��7���Ԅ����a(ch��n)���O(sh��)�䰲�b�c�{(di��o)ԇ
5�������b�����ڿ��˻��ܱ�ِ���ɿ�����I(y��)������
��1���C(j��)�(g��u)�����b���c�{(di��o)������
��2�� �C(j��)��O(sh��)��İ��b�c�{(di��o)ԇ����
��3���·���b����
��4�����ϵ�y(t��ng)�İ��b�c�{(di��o)ԇ����
��5��׃�l�����Ԅ����a(ch��n)����ʹ������
��6���ŷ�늙C(j��)���Ԅ����a(ch��n)����ʹ������
��7��PLCģ�M���������Ԅ����a(ch��n)����ʹ������
��8���C(j��)�һ�w���O(sh��)��Ŀ��Ƴ���ľ�������
��9���Ԅӿ���ϵ�y(t��ng)�İ��b�c�{(di��o)ԇ����
��10��PLC�W(w��ng)�j(lu��)�İ��b�� �����c�{(di��o)ԇ����
��11���˙C(j��)���桢�M�B(t��i)���g(sh��)�ľ����c�{(di��o)ԇ����
��12�����χ����I(y��)���g(sh��)��(bi��o)��(zh��n)“�ɾ������O(sh��)Ӌ(j��)��������(bi��o)��(zh��n)
7���Ԅӿ��ƈ�(zh��)��ܛ��
1�� ܛ����C/S�ܘ�(g��u)���\(y��n)���ھ���W(w��ng)��(n��i)���֞�̎��C(j��)�c�W(xu��)���C(j��)���̎��C(j��)�������(w��)����Ҫ���й���W(xu��)���ˣ�ӛ䛌W(xu��)���\(y��n)���c����ӛ䛵Ȼ��A(ch��)���ܡ�
2�� �̎��˾��нy(t��ng)Ӌ(j��)�W(xu��)���ھ����x����r�Ĺ��ܡ�
3�� ܛ���ṩ�Ӿ�����̖�a���Զ��x�O(sh��)�ù��ܣ�ÿ����(d��o)���B����ɺ������Ñ�ݔ��̖�a�ܣ�ݔ���(n��i)��(sh��)�r(sh��)�@ʾ�ڌ�(d��o)�������ϡ�
4�� �̎��˾����@ʾ����(w��)��IP���˿ڹ��ܣ���Ҫ�r(sh��)�������O(sh��)�ý̎��C(j��)�˿ڡ�
5�� ܛ��ʹ�����S�����_�l(f��)������̓�M��(sh��)Ӗ(x��n)�ң��Ñ�����̓�M��(sh��)Ӗ(x��n)�����������Σ�����·����·�B��,���a(ch��n)���O(sh��)���{(di��o)ԇ��Ӗ(x��n)���΄�(w��)��
6�� ܛ���ṩ�Ӿ�����(x��)���ܣ��Ñ����������x��(d��o)���ɫ��
7�� ܛ����(sh��)�F(xi��n)�c����PLCܛ��֮�g��ͨӍ���Ñ��������ɾ�PLC����ͨ�^����PLCܛ������̓�MԪ�����\(y��n)�D(zhu��n)��
8�� �̎��˾���������(d��o)��W(xu��)����Ϣ�Ĺ��ܣ��W(xu��)����Ϣ�����W(xu��)���������W(xu��)̖����ɫ����ȃ�(n��i)�ݡ�
9�� ܛ���ṩҎ(gu��)���ĸ�վ늚�ԭ��D���Ñ�����(j��)늚�ԭ��D�M(j��n)�нӾ���
10�� ܛ���ṩ��(d��o)���h�����ܣ��Ñ����Ԅh���e(cu��)�`��(d��o)����
11�� ܛ���ṩ̓�M�f�ñ����ܣ��f�ñ팍(sh��)�F(xi��n)늉�������С�cͨ���y����
12�� ܛ���ṩ�O(sh��)���·�{(di��o)ԇ���ܣ��Ñ�����·��·�B�Ӻ����ͨ��\(y��n)���O(sh��)�䡣
13�� ܛ����ͨ��\(y��n)�е��O(sh��)�������Ŀ�Ġ�B(t��i)�@ʾ��ͨ늵��B�Ӷ��������@�ľ�ʾ�ɫ��
14�� ܛ���ṩ�O(sh��)���·�{(di��o)ԇ���ܣ���·��B(t��i)���ГQ�������@��ʾ��ܛ���ṩͨ�^���늴��y���քӓ��o�ГQ��·��B(t��i)��
15�� ܛ��̓�M�����ԭ������(d��ng)��חU����r(sh��)���Ƅӹ������_(d��)ָ��λ�á�
16�� ܛ��̓�M׃�l�����ܣ��(q��)�����ཻ��늙C(j��)�����D(zhu��n)�����D(zhu��n)��
17�� ܛ��̓�M��(sh��)�F(xi��n)������PLC����ܛ���о�׃�l������ָ�ͨ�^PLC��RS485�˿ڿ���׃�l���(q��)��늙C(j��)���D(zhu��n)�����D(zhu��n)��
18�� ܛ��̓�M��(sh��)�F(xi��n)���a���}�_����Ӌ(j��)��(sh��)���ܣ��}�_��(sh��)��(j��)�܌�(sh��)�r(sh��)��ݔ�oPLC����PLC���@ʾ��
19�� ܛ��̓�M�_�P(gu��n)�Դ���ܣ���(sh��)�F(xi��n)�ɽ���늵�ֱ��늵��D(zhu��n)�Q��
20�� ܛ���ṩ�O(sh��)���·ԭ��D���Ñ��ɸ���(j��)�O(sh��)���·ԭ��D�B�Ӛ�·��Ҳ�������B�ӡ�
21�� ܛ��̓�M��(sh��)�F(xi��n)PLC��N:Nͨ�Ź��ܣ�ÿ��(g��)С�M�����\(y��n)��һ��(g��)����վ������վ֮�g����ͨ�ţ���K���傀(g��)С�M���傀(g��)����վ��ͬ����Ԅ����a(ch��n)���O(sh��)����\(y��n)�п��ơ�
22�� ܛ��̓�M�������b����O(sh��)�ã������ɫ�����|(zh��)�Ȍ��ԡ�ÿ��(g��)����վ�����O(sh��)�ù����������֧�θ�վ�{(di��o)ԇ��
23�� ܛ��̓�M���ʽ��������������Ч�z�y���x��ܙz�y�����w���h(yu��n)�x�t�o��̖ݔ����
24�� ܛ��̓�M���wʽ���������ܙz�y���w�ɫ�����w���Пo��
25�� ܛ��̓�M�ŷ�����������PLC�о��}�_����ָ������ŷ��Ŵ����(q��)���ŷ�늙C(j��)���D(zhu��n)��
26�� ܛ����(sh��)�F(xi��n)PLC�}�_ݔ�����ܣ���PLC�о��}�_����ָ������ŷ��\(y��n)�У��}�_ݔ���c(di��n)�c�挍(sh��)PLCһ�¡�
27�� ܛ��̓�MPLCλ�ÿ��ƹ��ܣ�����ݔ��վ�M(j��n)��ݔ������
28�� ܛ��̓�M����վ��Ϛ����τ�����ʹ���ӹ����������¡�
29�� ܛ��̓�M�����_�P(gu��n)���ܣ���(d��ng)���̎�������s�ؠ�B(t��i)�r(sh��)����ݔ���_�P(gu��n)��̖��
30�� С�M֮�g�M(j��n)�����a(ch��n)���O(sh��)��C���{(di��o)ԇ�r(sh��)��ܛ����(sh��)�r(sh��)�@ʾ����С�M�·�B�ӡ���·�B�ӡ��\(y��n)�Р�B(t��i)��
31�� ܛ��̓�M�Ԅ����a(ch��n)����վ���b��ÿ��(g��)����վ��ж��������Y(ji��)��(g��u)��
32�� ��վ���b�r(sh��)����չ�F(xi��n)��վ��ж������A(ch��)�Y(ji��)��(g��u)���^�̄Ӯ�����ж�r(sh��)����չ�F(xi��n)��վ�b����ɕr(sh��)�ĄӮ���
33�� ���b�^�������m��(d��ng)��ʾ�����в��b�M(j��n)���@ʾ��
34�� ܛ��̓�M������վ��ը�D��֧��360°���D(zhu��n)�鿴Ԕ��(x��)�Y(ji��)��(g��u)��
35�� ܛ��֧���w��ҕ�ǣ��������M(j��n)���O(sh��)���(n��i)���鿴��Ԕ��(x��)�Y(ji��)��(g��u)��
36�� ܛ��̓�M�[�Ӛ�ף��D(zhu��n)��ݔ������
37�� ܛ��̓�M�����ӹ�׃���^�̡�
38�� ܛ��̓�M�֒�վ�֒��^�̣�����(j��)�����ɫ�����ϲ�ͬ����(j��ng)���p���Ú�����벻ͬ�֒����^�̡�