
DBMES-03 �����Ԅӻ����a����Ӗϵ�y(��վ)
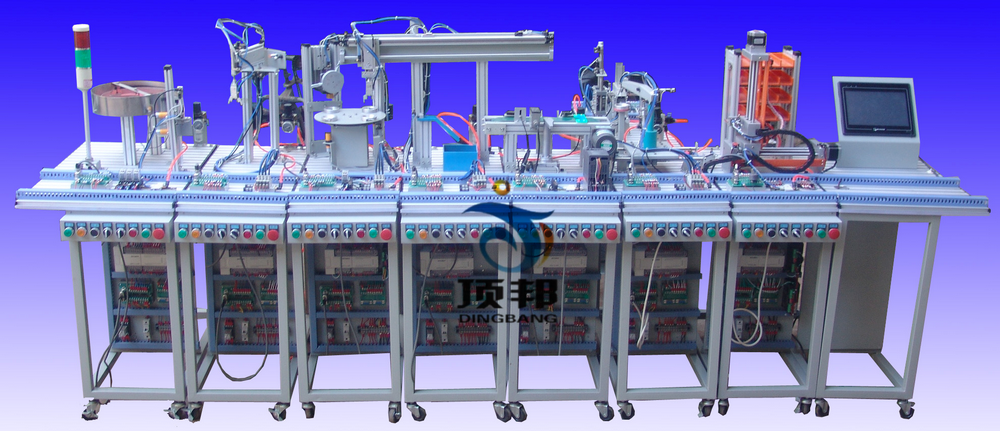
ģ�Kʽ�����Ԅӻ����a����Ӗϵ�y��һ�N�����͵ęC�һ�w�����Ԅӻ�aƷ�����Ǟ��IԺУ��������Ӗ�C���ȶ����Ƶģ����m�ϙCе���켰���Ԅӻ����C�һ�w����늚�̼��Ԅӻ������ƹ��̡��y�ؼ��g��Ӌ��C���ơ��Ԅӻ����Ƶ����P���I�Ľ̌W����Ӗ�����ӽ����I���a����F�����A���pᘌ���Ӗ�̌W�M���ˌ��T�OӋ�������˸��N���ƺ��̌��`������
�����Ԅӻ����a����Ӗϵ�y�����˙C�һ�w�����I�еĚ�ӡ�늙C���c���ơ�PLC��׃�l�����|�������������ȶ�N���Ƽ��g���m�����P���I�W���M�й��̌��`���n���OӋ�����ύ�λ�Ĺ��̼��g�ˆT�M����Ӗ��
�������g������
1��ݔ���Դ����������AC220V ±10% 50Hz
2�������h�����h���ضȷ�����-5�桫+40�� ������ȣ�85%��25�棩���Σ�4000m
3���b����������1.5kVA
4���O�����ͳߴ磺410cm×180cm×150cm
5����վ�����_�ߴ磺880mm×470mm×1500mm
����ϵ�y�M�ɣ�
��һ�����ϙz�y��Ԫ
���϶������D�_��؛�_���������ϙC����ƽ�������S�С�ֱ���p��늙C��10W/24V 5r/m�������������������b�á�Ӌ���_�P������_�P���ΗU��ס�늚ⰲ�b��ȽM�ɡ���Ҫ��Ɍ������Ļ������_�����͵��z�y��λ�������b�Ì������������z�y�����ɫ��
��Ҫ���gָ�ˣ�
| ���Q | ��̖Ҏ�� | ���� |
| �����_ | 860mm×580mm | 1 |
| ����Դ/����늉� | AC220V 50Hz /DC24V 4.5A | 1 |
| �����≺ | 0.5MPa | |
| PLCģ�K | FX2N-48MR +FX2N-485BDͨ��ģ�K | 1 |
| �ΗU��� | �г̣�75mm | 1 |
| ֱ���p��늙C | 10W/24V 5r/m | 1 |
| �z�y������ | ��������� �z�y���x50-300mm���Ÿ�ʽ | 4 |
1����һվ���Ԫ���W��
2����һվ���������
3����һվ�Cе���b�{ԇ���
4��늚��·��һ��
5��PLC����ָ��W���͌��H���Ì�һ��
6����һվ���ϳ�����ƌ��
7����һվϵ�y���ϙz�y���
8����һ����վ�W������ƌ�һ��
���������\վ
�əCе�֡��M�ۡ����D�_���Cе��צ�����؉K�����D��ȽM�ɣ���Ҫ��Ɍ������İ��\��
��Ҫ���gָ�ˣ�
| ���Q | ��̖Ҏ�� | ���� |
| �����_ | 860mm×470mm | 1 |
| ����Դ/����늉� | AC220V 50Hz /DC24V 4.5A | 1 |
| �����≺ | 0.5MPa | |
| PLCģ�K | FX2N-48MR +FX2N-485BDͨ��ģ�K | 1 |
| ���D��� | 0��180° | 1 |
| �p��� | �г̣�100mm | 1 |
| ƽ�К�A | ��:16mm | 1 |
| �ΗU��� | �г̣�45mm | 1 |
| �z�y������ | �Ÿ�ʽ | 7 |
��Ӗ���ݣ�
1���ڶ�վ��ӻ�·�W��
2���ڶ�վ���������
3���ڶ�վ�Cе���b�{ԇ���
4��늚��·������
5��PLC����ָ��W���͌��H���Ì�����
6���ڶ�վ���\������ƌ��
7���ڶ�վϵ�y���ϙz�y���
8���ڶ���һվ�W������ƌ�����
�������ӹ���Ԫ
��4��λ���D�����_��ƽ�������S�С�ֱ���p��늙C��10W/24V 5r/m�������ߎ죨3�N���ߣ�������ʽ�ӹ�ϵ�y���ӹ��M�����z�y�M������늂��������D�_��λ�����������M늙C�����M늙C������늚���ȽM�ɡ���Ҫ������ϼӹ�����ȵęz�y�����������Dƽ�_�ϱ��z�y���ӹ������Dƽ�_��ֱ��늙C�ӡ�ƽ�_�Ķ�λ���^�����·��ɣ�ͨ�^늸�ʽ�������z�yƽ�_��λ�á�������ƽ�_������əz�y���@�ļӹ������M���@�ӹ��r���A�o���м��A�o�������ӹ���Ĺ�����ͨ�^늚��֧�͵���һ������վ��
��Ҫ���gָ�ˣ�
1���ڶ�վ��ӻ�·�W��
2���ڶ�վ���������
3���ڶ�վ�Cе���b�{ԇ���
4��늚��·������
5��PLC����ָ��W���͌��H���Ì�����
6���ڶ�վ���\������ƌ��
7���ڶ�վϵ�y���ϙz�y���
8���ڶ���һվ�W������ƌ�����
�������ӹ���Ԫ
��4��λ���D�����_��ƽ�������S�С�ֱ���p��늙C��10W/24V 5r/m�������ߎ죨3�N���ߣ�������ʽ�ӹ�ϵ�y���ӹ��M�����z�y�M������늂��������D�_��λ�����������M늙C�����M늙C������늚���ȽM�ɡ���Ҫ������ϼӹ�����ȵęz�y�����������Dƽ�_�ϱ��z�y���ӹ������Dƽ�_��ֱ��늙C�ӡ�ƽ�_�Ķ�λ���^�����·��ɣ�ͨ�^늸�ʽ�������z�yƽ�_��λ�á�������ƽ�_������əz�y���@�ļӹ������M���@�ӹ��r���A�o���м��A�o�������ӹ���Ĺ�����ͨ�^늚��֧�͵���һ������վ��
��Ҫ���gָ�ˣ�
| ���Q | ��̖Ҏ�� | ���� |
| �����_�� | 860mm×470mm | 1 |
| ����Դ/����늉� | AC220V 50Hz/DC24V 4.5A | 1 |
| �����≺ | 0.5Mpa | |
| PLCģ�K | FX2N-48 MR +FX2N-485BDͨ��ģ�K | 1 |
| ֱ���p��늙C | 10W/24V 5r/m | 1 |
| ���M늙C | ����2.8A �����1.2° | 1 |
| ���M늙C���� | 2M656 DC18-50V��� ,10000�}�_/Ȧ | 1 |
| �p���U��� | �г̣�75mm | 1 |
| �ΗU��� | �г̣�45mm | 2 |
| �z�y������ | ��늡�늸С��Ÿ�ʽ | 10 |
��Ӗ���ݣ�
1������վ���Ԫ���W��
2������վ���������
3������վ�Cе���b�{ԇ���
4��늚��·������
5��PLC����ָ��W���͌��H���Ì�����
6������վ�λ�����_������ƌ��
7������վϵ�y���ϙz�y���
8����������վ�W������ƌ�����
���ģ����\��Ԫ
�əCе�֡�ֱ���ƄәC�����o�U��ס����͚�ס��ΗU��ס�ƽ�К�A�����I��܉��늚ⰲ�b��ȽM�ɣ���Ҫ��Ɍ���������ȡ�����\����ȡ�b���ϵĚ�צ��������ǰһվ���𣬲�����������ǰվ�Ĺ�����Ϣ�Y�����͵���һ��Ԫ����������Ԫ�����c����������Ԫ�M�ϲ����x�����ķ�˜ʣ��������Ա�ֱ�ӂ�ݔ����һ��������Ԫ��
��Ҫ���gָ�ˣ�
1������վ���Ԫ���W��
2������վ���������
3������վ�Cе���b�{ԇ���
4��늚��·������
5��PLC����ָ��W���͌��H���Ì�����
6������վ�λ�����_������ƌ��
7������վϵ�y���ϙz�y���
8����������վ�W������ƌ�����
���ģ����\��Ԫ
�əCе�֡�ֱ���ƄәC�����o�U��ס����͚�ס��ΗU��ס�ƽ�К�A�����I��܉��늚ⰲ�b��ȽM�ɣ���Ҫ��Ɍ���������ȡ�����\����ȡ�b���ϵĚ�צ��������ǰһվ���𣬲�����������ǰվ�Ĺ�����Ϣ�Y�����͵���һ��Ԫ����������Ԫ�����c����������Ԫ�M�ϲ����x�����ķ�˜ʣ��������Ա�ֱ�ӂ�ݔ����һ��������Ԫ��
��Ҫ���gָ�ˣ�
| ���Q | ��̖Ҏ�� | ���� |
| �����_ | 860mm×470mm | 1 |
| ����Դ/����늉� | AC220V 50Hz/DC24V 4.5A | 1 |
| �����≺ | 0.5MPa | |
| PLCģ�K | FX2N-48MR +FX2N-485BDͨ��ģ�K | 1 |
| ���͚�� | �г̣�50��90mm | 2 |
| �ΗU��� | �г̣�30mm | 1 |
| ƽ�К�A | ��:16mm | 1 |
| �z�y������ | �Ÿ�ʽ | 7 |
��Ӗ���ݣ�
1������վ���Ԫ���ͻ�·�W��
2������վ���������
3������վ�Cе���b�{ԇ���ģ�
4��늚��·���ģ�
5��PLC����ָ��W���͌��H���Ì��
6������վ�Cе�ְ��\������ƌ��
7������վϵ�y���ϙz�y���ģ�
8�����ġ���վ�W������ƌ��ģ�
���壩���͎�վ
��ݔ�͎����z�y�C�������Ϛ�ס����D��ס��֒��ϲۡ�����늄әC��׃�l����ͬ����݆����늂�������ɫ�˂������ȽM�ɣ���Ҫ��Ɍ�������ݔ�ͼ��֒���
��Ҫ���gָ�ˣ�
1������վ���Ԫ���ͻ�·�W��
2������վ���������
3������վ�Cе���b�{ԇ���ģ�
4��늚��·���ģ�
5��PLC����ָ��W���͌��H���Ì��
6������վ�Cе�ְ��\������ƌ��
7������վϵ�y���ϙz�y���ģ�
8�����ġ���վ�W������ƌ��ģ�
���壩���͎�վ
��ݔ�͎����z�y�C�������Ϛ�ס����D��ס��֒��ϲۡ�����늄әC��׃�l����ͬ����݆����늂�������ɫ�˂������ȽM�ɣ���Ҫ��Ɍ�������ݔ�ͼ��֒���
��Ҫ���gָ�ˣ�
| ���Q | ��̖Ҏ�� | ���� |
| �����_ | 860mm×470mm | 1 |
| ����Դ/����늉� | AC220V 50Hz/DC24V 4.5A | 1 |
| �����≺ | 0.5MPa | |
| PLCģ�K | FX2N-48MR +FX2N-485BDͨ��ģ�K | 1 |
| ׃�l�� | FR-D720-0.4KW AC220 | 1 |
| ���D��� | 0��1800 | 1 |
| �z�y������ | ��늡����w���Ÿ�ʽ��ɫ�� | 7 |
��Ӗ���ݣ�
1������վ���Ԫ���ͻ�·�W��
2������վ���������
3������վ�Cе���b�{ԇ���壩
4��늚��·���壩
5��PLC����ָ��W���͌��H���Ì��
6������վ�������ͳ�����ƌ��
7������վϵ�y���ϙz�y���壩
8�����塢��վ�W������ƌ��壩
���������bվ
����Ͳ���Q�ϙC�������ϙC�������I��܉�����D��ס�������P���u�ۡ�늚ⰲ�b��ȽM�ɣ���Ҫ��Ɍ��ɷN��ͬ���������ϼ����b����ϵ�y��һ�ṩ��ɫС�����������^���У����p���Ú���ς}����һ�Ƴ�С�������������D�Qģ�K�ϵ�������P�����������D�Qģ�K���D�������D�����������Ƅ�����һ��������Ԫ�Ă�ݔλ�á�
��Ҫ���gָ�ˣ�
1������վ���Ԫ���ͻ�·�W��
2������վ���������
3������վ�Cе���b�{ԇ���壩
4��늚��·���壩
5��PLC����ָ��W���͌��H���Ì��
6������վ�������ͳ�����ƌ��
7������վϵ�y���ϙz�y���壩
8�����塢��վ�W������ƌ��壩
���������bվ
����Ͳ���Q�ϙC�������ϙC�������I��܉�����D��ס�������P���u�ۡ�늚ⰲ�b��ȽM�ɣ���Ҫ��Ɍ��ɷN��ͬ���������ϼ����b����ϵ�y��һ�ṩ��ɫС�����������^���У����p���Ú���ς}����һ�Ƴ�С�������������D�Qģ�K�ϵ�������P�����������D�Qģ�K���D�������D�����������Ƅ�����һ��������Ԫ�Ă�ݔλ�á�
��Ҫ���gָ�ˣ�
| ���Q | ��̖Ҏ�� | ���� |
| �����_ | 860mm ×470mm | 1 |
| ����Դ/����늉� | AC220V 50Hz/DC24V 4.5A | 1 |
| �����≺ | 0.5MPa | 1 |
| PLCģ�K | FX2N-48MR +FX2N-485BDͨ��ģ�K | 1 |
| �ΗU��� | �г̣�60mm | 2 |
| ���D��� | 180° | 1 |
| ������P���l���� | 1 | |
| �z�y������ | �Ÿ�ʽ | 6 |
��Ӗ���ݣ�
1������վ���Ԫ���ͻ�·�W��2������վ���������
3������վ�Cе���b�{ԇ������
4��늚��·������
5��PLC����ָ��W���͌��H���Ì��
6������վ�������b������ƌ��
7������վϵ�y���ϙz�y������
8����������վ�W������ƌ�����
���ߣ����\���b��Ԫ
�əCе�֡��Ƅӻ��_�����b�����_�����͚�ס�ֱ����ס����I��܉�����K�����؉K�ȽM�ɣ���Ҫ��Ɍ������İ��\��
��Ҫ���gָ�ˣ�
| ���Q | ��̖Ҏ�� | ���� |
| �����_ | 860mm ×470mm | 1 |
| ����Դ/����늉� | AC220V 50Hz/DC24V 4.5A | 1 |
| �����≺ | 0.5MPa | 1 |
| PLCģ�K | FX2N-48MR +FX2N-485BDͨ��ģ�K | 1 |
| ���͚�� | �г̣�50��90mm | |
| �ΗU��� | �г̣�30mm | 2 |
| ��A | ����16mm | 1 |
| �z�y������ | �Ÿ�ʽ | 7 |
��Ӗ���ݣ�
1������վ���Ԫ���ͻ�·�W��2������վ�Cе���b�{ԇ���
3��늚��·���ߣ�
4��PLC����ָ��W���͌��H���Ì��ߣ�
5������վ�������\������ƌ��
6������վϵ�y���ϙz�y���
7�����ߡ���վ�W������ƌ��ߣ�
8�����ߡ���վ�W������ƌ��ߣ�
���ˣ����Ԫ
�ɲ��M늙C�����M늙C�������L��z�U�����w�졢���Ϛ�ס�늸Ђ�������늴��y��늚ⰲ�b��ȽM�ɡ���Ҫ��Ɍ���Ʒ������惦��
��Ҫ���gָ�ˣ�
| ���Q | ��̖Ҏ�� | ���� |
| �����_�� | 860mm× 470mm | 1 |
| ����Դ/����늉� | AC220V 50Hz/DC24V 4.5A | 1 |
| �����≺ | 0.5MPa | |
| PLCģ�K | FX2N-48 MR +FX2N-485BDͨ��ģ�K | 1 |
| ���M늙C���� | 64���� | 2 |
| ���M늙C | 1.5A �Ǿࣺ1.8�� | 2 |
| �ΗU��� | �г̣�45mm | 1 |
| �L��z�U | �г�≥320mm | 2 |
��Ӗ���ݣ�
1���ڰ�վ���Ԫ���ͻ�·�W��2���ڰ�վ�Cе���b�{ԇ���
3��늚��·���ˣ�
4��PLC����ָ��W���͌��H���Ì��ˣ�
5���ڰ�վ�����������ƌ��
6���ڰ�վϵ�y���ϙz�y���
7���ڰˡ���վ�W������ƌ��ˣ�
8��ȫ����վ�W������ƌ��ˣ�
9�����M늙C�ӿ��ƌ��
���ţ��|�����O�؆�Ԫ��
��������ͨ�BEPC7062TD ��7Ӣ�� STN256ɫ�ȽM�ɣ���Ҫ��ɱOҕ����վ�Ĺ�����B���f�{��վ�\�У���ɹ��I���ƾW�j�ļ��ɡ������Y������RS485�W�jͨ�ţ�ʹ��վ֮�g�Ŀ�����Ϣ�͠�B�����܉r����Q��ÿվ���侎����|һ����
��ʮ��MCGS���I�M�B�O��ܛ����
��8����Ԫȫ���M���W��B�r������T�܉�ͨ�^�M�B�O�ؙC�и��N�M�B���o����Ŀ�������ϵ�y���\�С���ͣ���^�m��ֹͣ�ȵȴ�����Ҳ���Կ��Ɔ���Ԫ���\�С���ͣ���^�m��ֹͣ�ȡ�ÿ����Ԫ�Ĺ�����B�Լ������IJ��|���ɫ���ڱO�خ�����Ҳ�܉�����Ŀ�����
��ʮһ�����
1���ӹ������M�������������N����С�������ɷN���������M�ɶ�νM�b����ж��
2�������ṩ���������O���f��������Ӗָ������ܛ��ʹ���f������
3�������ߣ������ǰ��֡��f�ñ��������Q��һ�����ӡ�ʮ�����ӡ���t�F�ȣ�
4���o����ü��B�Ӛ�ܵ�
�ġ���Ӗ�Ŀ��
1���˽�������đ���
2���^����Ԫ���đ���
3������PLC���Ƽ��g
ģ�Kʽ�����Ԅӻ����a����Ӗϵ�y�˂�����վ���Զ���һ��PLC���C���ɷֳɰ˂���ȫ�����Ĺ���վ�M�Ќ�Ӗ���ڌ�����Ԫ���a��ˇ��늚����ϵ�y�Ę�����Ϥ��ͨ�^PLC���̿���ɣ�
1��ϵ�y���ϙz�y
2���������ϳ������
3���������\�������
4�������z�y�������
5���������\���b�������
6���������b�������
7��������������
8�������������
9��������Ԫ�W�������
10�����M늙C�ӿ���
11���Cе�ְ��\����
12���ɏUƷ�֒�����
13��׃�l�{�ٿ���
14����ݔ�����Ƶ�
4��늚����ϵ�y���b�{ԇ
5���Cеϵ�y���b�{ԇ
6��늙C���{ԇ
7��ϵ�y�S�o���ϙz�y���g