
PLC��Ӗ�_ģ�M��ϵ�y���
һ.���Ŀ��
�W������PLC������ϵ�y��
��.�������
1. �ɾ��̿���������_ 1�_
2. �Ԅ������b܇������ʾ�� 1�K
3. PC�C��FX-20P-E���������Ԃ䣩 1�_
4. ������| 1��
5. ���iʽ�B�ӌ��������ƽ���� ���ɸ�

�������ԭ���c���E
1. ��ϵ�y�Ԅ���ʾ��Y����D��ʾ��
2�� ������Ѓɂ�LEDָʾ�M�ˡ���ϵ�y���a�����Ì�����܇����܇�����b�п������ĵ��^����܇�ϵ��^����һ�_늄әC�τӡ���܇���M�˺͵��^������������������λ�_�PP01��P06���ơ�
3. ����Ҫ��
��1�����^���������������������_�PP05�rֹͣ��
��2����܇ǰ�M��������P01�rֹͣ���������僲۵��Ϸ���
��3�����^��������P06�rֹͣ������������Һ�У����r8�롣
��4���僽Y�������^������������PO5�rֹͣ�������僲۵��Ϸ�
ͣ6����Һ���ز��С�
��5����܇���ˣ�������P02�rֹͣ������ͣ�ڻ���Һ���Ϸ���
��6�����^�½���������P06�rֹͣ�������������Һ�ۣ����r4�롣
��7�����^������������P05�rֹͣ3�롣
��8����܇���ˣ�������P03�rֹͣ��
��9�����^�½���������P06�rֹͣ������������ˮ���У����r2�롣
��10�����^������������P05�rֹͣ3�롣
��11����܇���ˣ�������P04�rֹͣ��
��12�����^�½���������P06�rֹͣ��ϵ�y�ص�ԭλ���ɺõĹ�����ȡ����
��13�������Ӱ��o���_ʼ�ڶ��ι���ѭ�h��
��14�����ڹ����аl�F�e�`���ɰ���“�o��ֹͣ”������ֹͣ��
4.���E��
��1�����_����_�Դ���������cPLC�B�ӡ�
��2���������w��r����ݔ������z���Ƿ����_��
��3�����D�Ӿ�������_�c���ģ�K�B�ӣ��z���B���Ƿ����_��
��4�������Ӱ��o���^���\�нY����
�ģ��OӋ�������
I/O��ַ���䣺
| ݔ���ַ | ���� | X1 | �o��ֹͣ | X10 |
| ԭλ��λ�_�PP04 | X2 | ����λ�_�PP05 | X7 | |
| ��ˮ����λ�_�PP03 | X3 | ����λ�_�PP06 | X6 | |
| ����Һ����λ�_�PP02 | X4 | |||
| �僲���λ�_�PP01 | X5 | |||
| ݔ���ַ | ��܇�M | Y1 | ��܇�� | Y2 |
| ���^�� | Y3 | ���^�� | Y4 |
�Ӿ��D
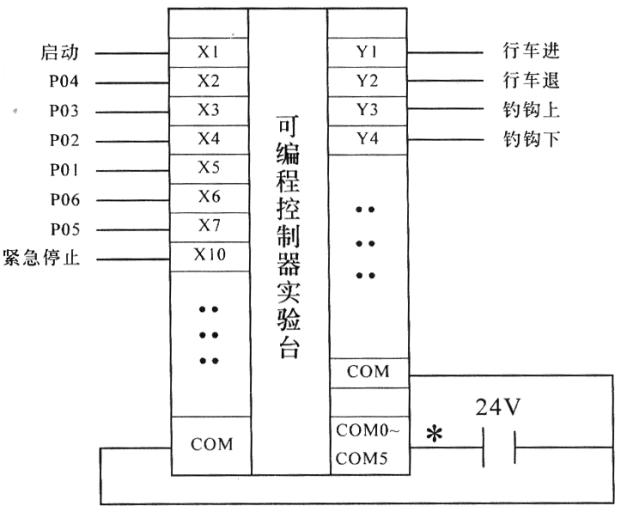
FXϵ�е�ݔ���^����Ĺ����ˣ�FX1N��40MR��COM0��COM5;ݔ���COM�c0V���B��ݔ����COM0-COM5�cDC24V+���B��������COM�c0V���B